
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
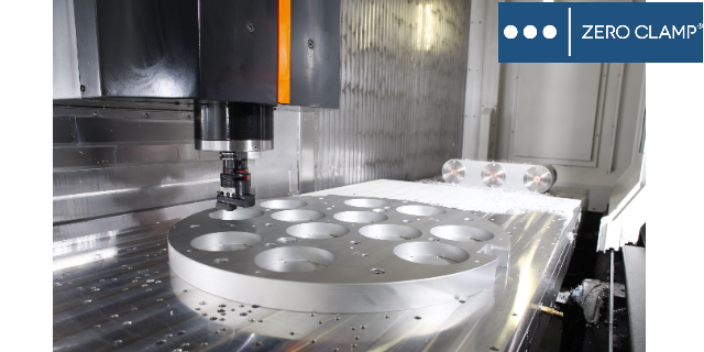
零点定位系统的使用可以大幅度提高我们的生产效率,同时我们通过在整个工厂建立以零点定位系统主的夹具体系,我们可以提高我们产品加工的柔性外,我们可以实现产品在各工序之间的无精度或高精度的切换,从而实现普通机床组合,实现五轴机或者多轴机床的功能,大降低投资成本。通过高精度零点定位的工序切换,实现高精度产品复杂加工!当我们没有五轴机,没有四轴设备,无法实现一些空间角度或者位置精度加工时候,我们可以通过零点定位的切换来实现高精度加工。当然这个时候需要我们的零点定位重复定位精度高才可以。零点定位系统的作用是帮助用户实现工装夹具与机床之间的快速定位和夹紧,减少机械加工中的辅助时间。成都多点零点定位研发公司
零点定位
零点定位技术优势:①把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,减少至少90%的停机时间。②零点定位系统它不单是定位和夹紧的装置,而且主要的是可以把不同的零件、不同的机床甚至不同的工位建立统一的标准接口,形成一个半柔性化的生产。③可实现夹具的模块化和标准化,节约夹具成本。零点定位系统可应用于车、铣、磨、电火花、线切割和测量,由于在多工序的周转中其定位零点不变,大幅度节省了辅助时间,是未来加工制造业发展的方向。成都多点零点定位研发公司零点定位系统可以减少过去由于工序切换造成的精度损失。
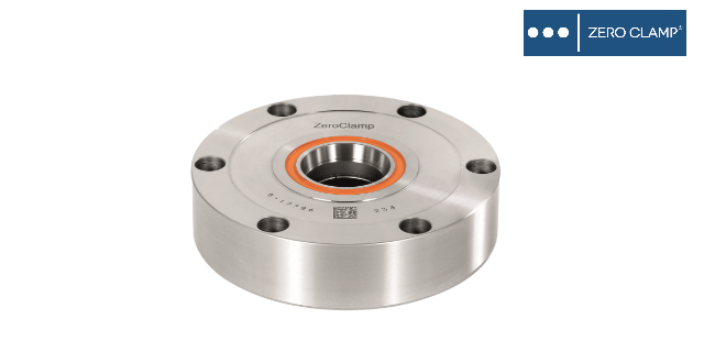
机械加工中产生的灰尘、切屑、油污等对夹具的稳定性、精度及使用寿命都有很大的影响,无法解决这个问题就无法真正实现工装夹具的**更换。零点定位系统采用了不锈钢材料,抗腐蚀、易维护;其特有的滚珠夹持系统*有利于消除灰尘和切屑,只需要用一些设备就可很快的除去进入定位器的灰尘和切屑。这些方便实用的设计都是来源自于三十多年的生产经验及用户至上的设计理念。零点定位夹具系统,在安装使用是要特别注意菱形销与圆销之间的关系。
由于夹具塔和锥形塔在不同机床上的外观不同,往往不被大家所关注,但实际上它们比很多夹具都更具通用性。设计得当的夹具塔,不仅可以极大增加机床中的工件数量,减少停机时间并增加无人工干预的机床运行时间,并且具备高度灵活性。随着产品定制化、个性化需求不断增长,传统大规模、标准化生产正朝着柔性化方向前进。为了满足单件生产、批量生产以及急单穿插生产需求,许多企业采用零点定位系统快速实现不同场景之间的加工切换,泽柔自动化技术(杭州)有限公司专注于零点定位系统的研发和供应。使用零点定位系统,可在机外进行预先装夹。
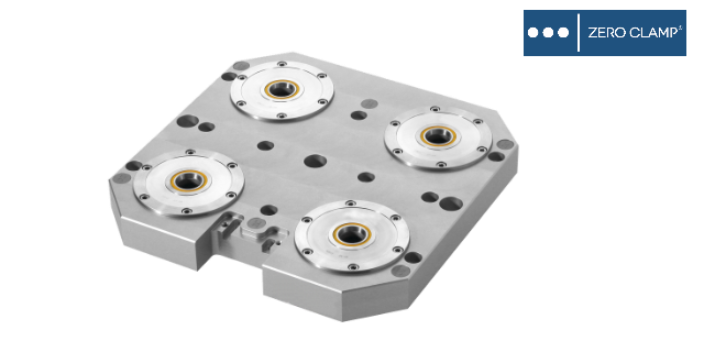
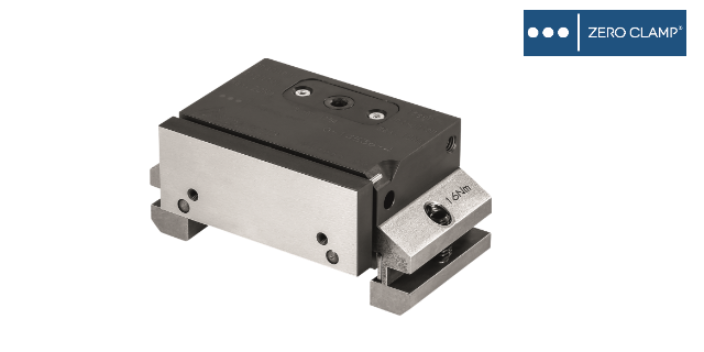
零点定位系统的作用:1、传统的夹持技术始终不能放弃,但此类夹具较明显的缺点是设备在换装时耗时巨大。因此可以考虑采用零点夹持系统。 它不是传统夹持方法的替代方案,而是对传统夹持技术的一种有效补充。 2、设备操作人员可以由此得到一种简化的缩短繁琐的清洁、测量、校准和夹持等工作流程的手段。 设备的工作台配备有一个标准接口,可以实现对中、矫直和夹持。由此可以消除大的故障源。 3、无论是托盘、夹具、虎钳,还是工件,采用本系统并确定零点。可以实现快速的换装,并达到s0.005mm的精度。 若多套设备工作台均采用贯通式卡盘,则工装夹具可更灵活地应用在生产设备上。零点定位可以实现产品下线不下夹具的测量。辽宁非自锁零点定位母盘采购
零点定位系统要注意去正规的厂家购买。成都多点零点定位研发公司
在智能制造里面可以分为二大应用场景,一类叫大规模化生产,另外一类则可以称为多品种生产。对于大批量生产如汽车、家电、3C手机等等这些都是按照100级的规模。其任何一款零件都需要大量的机床资源,一般采用专门用的夹具来进行生产。而我们的多品种小批量生产,则很多时候一台设备需要应对很多种零件,甚至如模具、医疗、装备制造这些都是没有批量的。这个时候我们需要提高效率,发挥设备或者产线的价值,我们就出现零点定位系统这一个装置。零点定位系统是一个独特的定位和锁紧装置,其较开始开发出来是根据我们的机床主轴与刀柄配合来研发出来,我们的主轴与刀柄,安装上去其精度都在0.005以下,而且不管是谁家的刀柄,只要标准一致就可以实现。成都多点零点定位研发公司

零点定位系统的制作方案:随行托板-夹具方案 随行托板-夹具是一类在自动线和柔性制造系统中使用的夹具。它既要完成工件的定位和夹紧,又要作为运载工具将工件在机床间进行传送。传送到下一道工序的机床后,应能在机床上准确的定位和可靠的夹紧。一条生产线上有许多随行夹具,每个随行夹具随着工件经历生产线的全过程,然后卸下已加工的工件,装上新的待加工工件,循环使用。由于在柔性加工线中工件直接由机械手上下机床的夹具进行装卡,所以当机床安装的夹具不能满足工件变化的装夹要求时,需手动调换不同零件的托板(带夹具),即零件不同随行托板-夹具也各不相同。 以往的随行托板-夹具形式是属于特殊夹具的范畴。零件安装在随行托板上,...
- 浙江零点快换价格 2024-03-04
- 浙江零点快换哪家靠谱 2024-03-03
- 自动零点定位器销售 2024-03-01
- 柔性零点定位工装厂家直销 2024-02-23
- 气动零点定位基座加工案列 2024-02-03
- 气动零点定位系统厂家供应 2024-01-18
- 零点定位快换板有哪些 2024-01-16
- 欧洲零点定位夹具怎么样 2023-12-31
- 高夹持力零点定位应用案列 2023-12-26
- 进口零点定位器生产公司 2023-12-26


- ZERO CLAMP零点定位基座多少钱 2023-11-14
- 自锁零点定位工装哪家便宜 2023-11-11
- 辽宁高精密零点定位器采购 2023-11-09
- 非自锁零点定位托盘怎么样 2023-11-06
- 高精度零点定位工装批发 2023-10-29
- 嘉兴高精密零点定位夹具哪里买 2023-10-28




- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21