- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
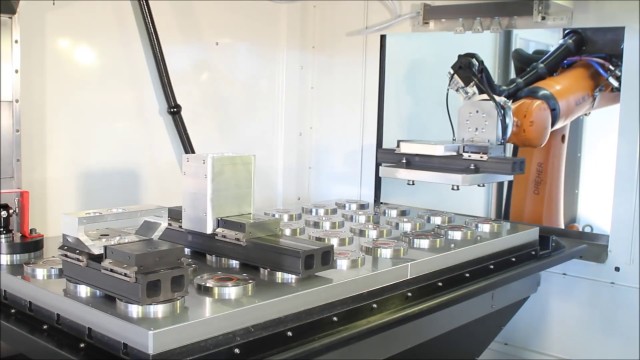
使用夹具快换零点定位后的优点:a.对以往小的单一产品,每次加工一个,停顿一下而言,零点定位系统多少钱,可以复制A.B式夹具板上配好零点定位,每个夹具板上装多个工件,这样就达到了减少机器停顿次数,提高加工效率。(如以往一个停顿一次,现在可以在每个夹具上装上20个工件,这样就是20个停顿一次,大幅度改善加工效率。)b.夹具在机床外部准备,切换速度快。c.卧式加工中心的夹具,改成平板式的夹具与卧式基座链接可达到节省夹具制作成本和夹具置放仓库空间;d.卧式基座夹具也可以快速育机床;e.多台机器流水作业时,也可以按照工序依次往下快速定位。采用零点定位系统加工,可以减少多次重复定位误差。ZERO CLAMP零点定位基座多少钱
零点定位
零点定位系统上定位销和孔的关系:孔径和深度的关系以定位销保持长度为定位销直径的2倍为宜,为小的应与直径等长,为大的不超过直径的3倍。若孔的深度小于定位销直径,定位精度会变差;若超过定位销直径的3倍,则很难进行确保精度的孔加工。对两个零件进行定位是定位销的基本使用方法。但是也有穿过3张板使用的情况,零点定位系统夹具,中间板上的孔为自由尺寸孔,避开定位销。由于定位销中间没有被固定住,因此定位精度较差。由于上述原因,从精度上考虑,定位销不能用于4张以上的板。ZERO CLAMP零点定位基座多少钱零点定位系统的使用可以大幅度提高我们的生产效率。

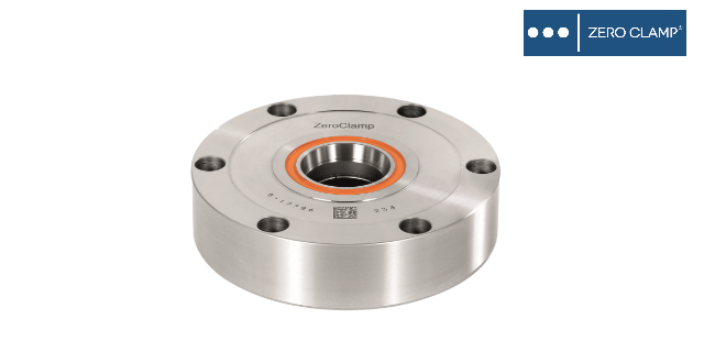
零点定位系统在自动化解决方案中应用,可减少更换工装的时间,可在金属切削和非切削等各种领域中使用,也可用于食品工业,化工和制药工业中使用。说明:锁紧感应:零点定位器打开时压力是恒定的,锁紧时压力为零。间隙感应:通过压缩空气喷出来实现。托盘与零点定位器无间隙时压力恒定。通过气压解锁,通过弹簧进行机械锁紧。锁紧状态下可以随时切断压力源,因为正常锁紧时不需要通过压力。这种零点定位器有四个接口:1x气压解锁接口,1x自动除屑和间隙感应供气口。1x气压锁紧感应输入接口,1x气压锁紧感应输出接口。
零点定位系统使用的必要性:在对采用多种加工工艺的设备进行换装时,零点位置会在各设备上发生“漂移”。在测量设备上(同样设有卡盘)的中间检验是可能的,这是因为工件无需重新校准。即可精确地定位在加工设备上。即使是在长时间加工一个工件时,也可以随时中断加工作业在中间插入一项新的急迫的加工任务。NC程序可以分为若干个有意义的步骤,例如工件可以在晚_上被夹紧。在夜间再接受切割加工(裸装)。到了次日早班开始时,第1段程序即已完成。可以从设备上取下工件。在白天可以处理加工时间较短的加工作业。零点定位可以实现产品下线不下夹具的测量。

零点定位器,带止位功能,可通过气体或者液体供应压力来解锁,小号的零点定位器只需要给小6bar的气压就可以进行解锁和锁紧。气压只用于解锁,在加工中可以将气压断开,因此不会出现气压不稳定而影响工作的情况。这种零点定位器具有夹紧力和拉紧力高等优点。通过弹簧力进行机械锁紧。锁紧状态下可以随时切断压力源,因为正常锁紧时不需要通压力。带自动除屑和间隙感应功能的零点定位器有两个接口:气压解锁接口(1),自动除屑和间隙感应供气口(3).(自动除屑和间隙感应供气口可根据实际情况选择是否接通。)零点定位系统的特点:零点定位系统的使用可以有效的防止切削加工中产生的振动。ZERO CLAMP零点定位基座多少钱
零点定位系统适用于哪些加工场合?ZERO CLAMP零点定位基座多少钱
零点定位系统的工作原理是利用零点定位销将不同类型产品或不同工序坐标系统一为的坐标系。在机床生产中,通过机床上的标准化夹具接口进行定位和拉紧,能够直接得到工件在不同机床间统一的位置关系,消除了多工序间的累计误差。较重要的是,它统一了设计基准、工艺基准和检测基准,使整个加工过程可以做到有效、可控,这点在自动化生产线上十分重要。 目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。ZERO CLAMP零点定位基座多少钱

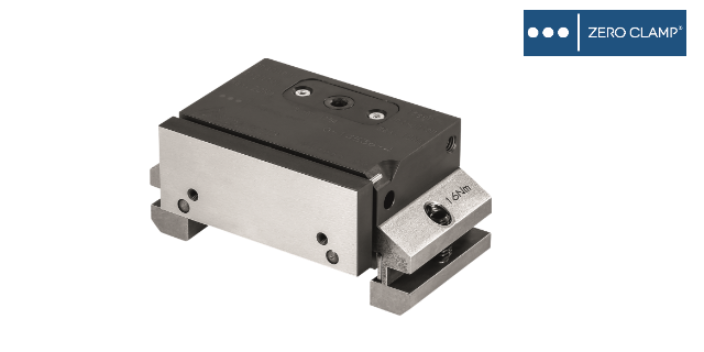
零点定位系统的制作方案:随行托板-夹具方案 随行托板-夹具是一类在自动线和柔性制造系统中使用的夹具。它既要完成工件的定位和夹紧,又要作为运载工具将工件在机床间进行传送。传送到下一道工序的机床后,应能在机床上准确的定位和可靠的夹紧。一条生产线上有许多随行夹具,每个随行夹具随着工件经历生产线的全过程,然后卸下已加工的工件,装上新的待加工工件,循环使用。由于在柔性加工线中工件直接由机械手上下机床的夹具进行装卡,所以当机床安装的夹具不能满足工件变化的装夹要求时,需手动调换不同零件的托板(带夹具),即零件不同随行托板-夹具也各不相同。 以往的随行托板-夹具形式是属于特殊夹具的范畴。零件安装在随行托板上,...
- 浙江零点快换价格 2024-03-04
- 浙江零点快换哪家靠谱 2024-03-03
- 自动零点定位器销售 2024-03-01
- 柔性零点定位工装厂家直销 2024-02-23
- 气动零点定位基座加工案列 2024-02-03
- 气动零点定位系统厂家供应 2024-01-18
- 零点定位快换板有哪些 2024-01-16
- 欧洲零点定位夹具怎么样 2023-12-31
- 高夹持力零点定位应用案列 2023-12-26
- 进口零点定位器生产公司 2023-12-26


- ZERO CLAMP零点定位基座多少钱 2023-11-14
- 自锁零点定位工装哪家便宜 2023-11-11
- 辽宁高精密零点定位器采购 2023-11-09
- 非自锁零点定位托盘怎么样 2023-11-06
- 高精度零点定位工装批发 2023-10-29
- 嘉兴高精密零点定位夹具哪里买 2023-10-28



- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21