
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
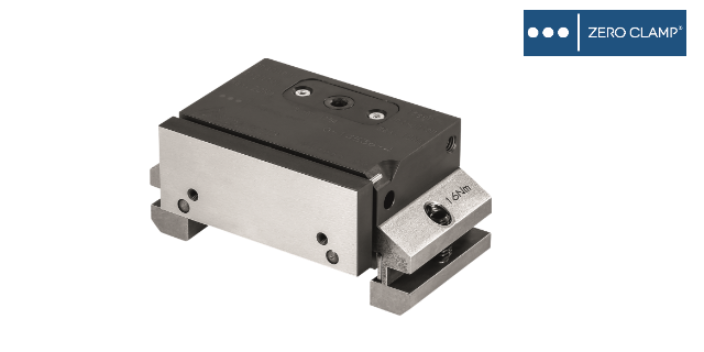
零点定位器基础板通过基板上的沉头孔锁紧在T型槽上,安装非常简单;基础板上至少有两个定位孔,以便于安装及加工的时候精确定位。两工位基础板配有一个定位销以及一个锁紧销,切勿安装错位置!采用液压或气压控制,机械钢珠锁紧,一步实现定位和夹紧,可以用于快换托盘,快换工装,快换工件等场合,重复定位精度0.005mm,夹持力110KN,使用寿命100万次,能提高的工装更换速度。配合精密液压夹具可提高生产线的柔性化程度。应用于汽车制造业,航空制造业以及机床行业等,气压內藏式带角向定位安装型零点定位器,有效地减少机械加工时的辅助时间。零点定位系统在机加工行业扮演者越来越重要的角色。高夹持力零点定位应用案列
零点定位
零点定位系统在机加工行业扮演着越来越重要的角色,特别是汽车发动机、机床金属切削加工、交通运输的高速列车、自动化生产线等,都有它的身影。零点的概念是在机械行业中,我们把作为参照的基准统称为零点或零位。其次,在加工或测量时,必须确定工件的零点,然后再根据零点来进行加工或测量。第三、零件往往不会一直保持不动,从一个工序到另一个工序,从一台机床到另一台机床,普通的装夹需要多次的重复、找正压紧工件,极大的浪费了时间,而零点定位系统则正好克服了这些不足。零点定位系统它是一个特殊的定位和锁紧装置,能保证工件从一个工位到另一个工位,一个工序到另一个工序或一台机床到另一台机床零点始终不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。其原理简单的说是采用专门的夹头锁紧模块,能保证工件在装夹过程中,定位和锁紧一同完成。高夹持力零点定位应用案列零点定位系统可以根据不同的要求进行机床的匹配,从而实现高精度生产。

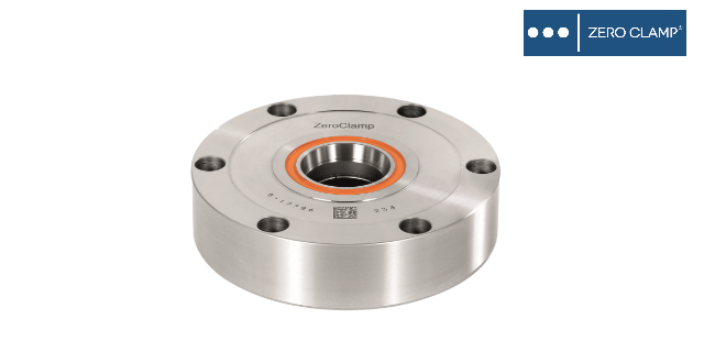
零点定位系统的作用是帮助用户实现工装夹具与机床之间的快速定位和夹紧,减少机械加工中的辅助时间。它包括两部分:零点定位器(凹头)和定位接头(凸头),零点定位器通过大直径高刚度的滚珠夹紧定位接头,当给零点定位器通入60bar的液压或者6bar气压时,滚珠向两侧散开,定位接头可自由进出零点定位器;当切断压力时滚珠向*聚拢并锁紧定位接头。这两部分之间的重复定位精度是0.002mm,同时提供5 kN至30 kN的夹紧力。使用时将零点定位器(凹头)安装到机床工作台上,凹头在机床工作台上的位置标记为零点,零点定位,根据实际加工需要可安装多个定位器凹头(至少2个);定位接头凸头与夹具、工装或者工件通过定位台阶和螺栓紧固到一起(每个夹具、工装或工件至少安装2个定位接头凸头)。
零点定位气动卡盘的保养:1、每天至少打一次二硫化钼油脂(颜色为黑色),将油脂打入气动卡盘油嘴内,直到油脂溢出夹爪面或卡盘内孔处(内孔保护套与连结螺帽处),但如果气动卡盘高旋转或大量水性切削油于加工使用时,需要更多润滑,须依照不同情况来决定。2、为了常保车床卡盘常时间使用后,仍然有良好精度,润滑工作很重要。不正确或不合适润滑将导致一些问题,例如低压时不正常功能,夹持力减弱,夹持精度不良,不正常磨损及卡住,所以需要正确润滑气动卡盘。3、作业终了时务必以风或类似工具来清洁气动卡盘本体及滑道面。4、使用具有防锈效果切削油,可以预防气动卡盘内部生锈,因为卡盘生锈会降低夹持力,而无法将工件夹紧。采用零点定位系统加工辅助时间极大缩短,制造效率提升;

精密零点定位夹具的作用:1、可以缩短辅助时间,提高劳动生产率。由于采用了专门的元件使工件能迅速地装夹在夹具中,而夹具则通过定位键、对刀块、导向套等专门装置也能很快地在机床上并调整好位置;2、采用夹具后可以降低对工人技术水平的要求,零点定位夹具使工人操作方便,生产安全和减轻体力劳动;3、可扩大机床的使用范围,采用专门夹具可代替某种机床的作用,可以减轻劳动强度,保证安全生产;4、此外还可以采用多件、多位、多快、增力、机动等夹紧装置,易于保证加工精度稳定由于夹具在机床上的装夹位置及工件在夹具中的装夹位置均确定。对加工或测量一批工件来说是固定不变的,因此在加工过程中工件和测头始终保持正确的相对工作位置,为稳定地保证加工精度创造了条件。零点定位简易安装、极速换型、提高效率。高夹持力零点定位应用案列
Zero Clamp零点定位系统重复定位精度0.0025mm,采用HSK空心锥柄定位原理。高夹持力零点定位应用案列
零点:在机械工业领域,我们把作为参照的基准统称为零点或零位。 设定工件的零点后,加工或测量目标的位置尺寸就变得非常方便了,无需每个尺寸都去找 相对基准,这对于加工或测量有很大的帮助。 在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时 ,零件往往不会一直保持不动的,需要从一个工序到另一个工序、从一台机床到另一台机床,或者 不规则形状的零件不好确定零点,这就需要重新拖表找正零点,做很多的辅助工作,造成大量的停 机时间,降低了工作效率。零点定位系统是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。原理:采用夹头的锁紧模块(cylinder),能保证工件在装夹过程定位和锁紧同步完成。 定位原理图,1号精密模块定义系统的零点,2号补偿模块起调整补偿,保证重复定位精度 0.002mm,3号锁紧模块主要起锁紧的作用,较大锁紧力达到1040000N。高夹持力零点定位应用案列

零点定位系统的制作方案:随行托板-夹具方案 随行托板-夹具是一类在自动线和柔性制造系统中使用的夹具。它既要完成工件的定位和夹紧,又要作为运载工具将工件在机床间进行传送。传送到下一道工序的机床后,应能在机床上准确的定位和可靠的夹紧。一条生产线上有许多随行夹具,每个随行夹具随着工件经历生产线的全过程,然后卸下已加工的工件,装上新的待加工工件,循环使用。由于在柔性加工线中工件直接由机械手上下机床的夹具进行装卡,所以当机床安装的夹具不能满足工件变化的装夹要求时,需手动调换不同零件的托板(带夹具),即零件不同随行托板-夹具也各不相同。 以往的随行托板-夹具形式是属于特殊夹具的范畴。零件安装在随行托板上,...
- 浙江零点快换价格 2024-03-04
- 浙江零点快换哪家靠谱 2024-03-03
- 自动零点定位器销售 2024-03-01
- 柔性零点定位工装厂家直销 2024-02-23
- 气动零点定位基座加工案列 2024-02-03
- 气动零点定位系统厂家供应 2024-01-18
- 零点定位快换板有哪些 2024-01-16
- 欧洲零点定位夹具怎么样 2023-12-31
- 高夹持力零点定位应用案列 2023-12-26
- 进口零点定位器生产公司 2023-12-26


- ZERO CLAMP零点定位基座多少钱 2023-11-14
- 自锁零点定位工装哪家便宜 2023-11-11
- 辽宁高精密零点定位器采购 2023-11-09
- 非自锁零点定位托盘怎么样 2023-11-06
- 高精度零点定位工装批发 2023-10-29
- 嘉兴高精密零点定位夹具哪里买 2023-10-28




- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21