- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
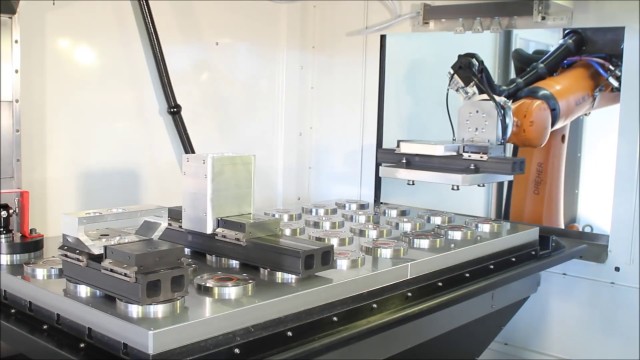
零点定位系统的作用:1、传统的夹持技术始终不能放弃,但此类夹具较明显的缺点是设备在换装时耗时巨大。因此可以考虑采用零点夹持系统。 它不是传统夹持方法的替代方案,而是对传统夹持技术的一种有效补充。 2、设备操作人员可以由此得到一种简化的缩短繁琐的清洁、测量、校准和夹持等工作流程的手段。 设备的工作台配备有一个标准接口,可以实现对中、矫直和夹持。由此可以消除大的故障源。 3、无论是托盘、夹具、虎钳,还是工件,采用本系统并确定零点。可以实现快速的换装,并达到s0.005mm的精度。 若多套设备工作台均采用贯通式卡盘,则工装夹具可更灵活地应用在生产设备上。Zero Clamp零点定位系统可以应对一些重载工件的加工。广东手动零点定位夹具报价
零点定位
当工厂使用的数量不多时候,其体现的效益就有限,只有整个车间或者工厂使用起来时候,形成平台化,将整个工厂的夹具都是建立在零点定位基础时,才能够发挥巨大作用,另外由于零点定位并没有解决较后的产品装夹,因此需要与较终产品装夹的夹具配合,才能够使用,这样企业就需要有一个比较强大的工程团队,解决产品装夹问题。另外零点定位与模块夹具配合、与转台配合可以发挥更多大作用。总之零点定位是解决整厂柔性的重要手段、是解决简单设备实现复杂加工的手段、解决单机多品种高效加工的手段、是解决单件生产模式自动化加工的重要手段!广东手动零点定位夹具报价零点定位系统可以和定心虎钳配合使用。

零点定位系统的作用:1、在对采用多种加工工艺的设备进行换装时,零点位置会在各设备上发生“漂移”。 在测量设备上(同样设有卡盘)的中间检验是可能的,这是因为工件无需重新校准。即可精确地定位在加工设备上。 即使是在长时间加工一个工件时,也可以随时中断加工作业在中间插入一项新的急迫的加工任务。 2、NC程序可以分为若干个有意义的步骤,例如工件可以在晚_上被夹紧。在夜间再接受切割加工(裸装)。到了次日早班开始时,第1段程序即已完成。 可以从设备上取下工件。在白天可以处理加工时间较短的加工作业。3、到了晚上,在无需换装的情况下,又可以开始“耗时长”的加工任务了。由此,可以获得额外的加工能力,加工设备无需多日连续被加工时间长的工件所占用。 因此,可以清楚看出,通过零点夹持系统对设备进行有意义的加装补充,可以更好地利用现有的加工资源。
泽柔ZEROCLAMP零点定位系统的适用性非常普遍,在不同行业、不同场景的加工场景中,通过巧妙的工艺设计大幅提升精度和效率。直接夹持,使加工更灵活加工焊接机架时,也可使用ZEROCLAMP直接夹持系统,这种直接夹持工艺不仅可从五面对机架进行任意加工,还可将工件直接替换到配备零点定位接口的焊接机器人托盘上,同步完成焊接工作。采用该夹持方案后,可在机床外进行装夹,再将托盘放入机床中。这种操作方式使用户可以随时插入高优先级的加工任务,几乎不会产生额外成本。泽柔ZEROCLAMP作为夹持技术的前行者,在产品研发中时时前面一步,零点快换系统也不例外。那么,泽柔零点定位技术方案究竟有何亮点?在实际生产中又如何帮助用户确保加工精度、降低投资成本、提升整体效率?标准化接口在工序与工序、机床与机床之间建立标准接口,可与泽柔全系列夹具相兼容,提供多种工件夹持组合。夹持稳定、可靠知识产权气囊弹片夹持原理,提供高下拉力。定位迅速、重复精度高通过弹性短锥定位,保证重复定位精度小于0.0025mm。4高柔性在实际应用中,可实现不同工件的快速切换。即使是大批量生产,也可实现柔性的共线生产。零点定位系统可以减少过去由于工序切换造成的精度损失。

零点定位的应用:零点定位可以实现产品下线不下夹具的测量,通过下线不下夹具实现产品的二次修正,这样可以保证产品高精度。特别是一些单件生产时候,为了保证产品合格,我们可以加工到一半时候,将产品与零点定位上面的夹具板一起下线进行测量,得到数据后进行机床坐标的修正,让产品控制在精度范围以内。零点定位是、在柔性生产中的主要关键产品之一,其介入的生产可以让生产变更柔性。有零点定位介入的FMS生产线可以发挥更大的柔性和效率。零点定位系统定位迅速、重复精度高;广东手动零点定位夹具报价
制作零点定位系统,可以采取柔性加工线或随行托板夹具方案生产。广东手动零点定位夹具报价
工件在使用零点定位系统时需要遵循哪些原则?工件安装零点定位系统应遵循的原则:1、工件零点应选在零件图的设计基准上。 2、工件零点应尽量选在精度较高的表面。 3、对于几何元素对称的零件,工件零点应设在对称中心上。 4、对于-般零件,工件零点设在工件外轮廓的某一个角上。 5、Z轴方向.上的零件-般设在工件的上表面或下表面。零点定位系统是一个定位和锁紧装置,能使工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。广东手动零点定位夹具报价
泽柔自动化技术(杭州)有限公司成立于2021-03-25,是一家专注于ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳的****,公司位于浙江省杭州市萧山区临浦镇临甬路1号3幢1层。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司主要经营ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳,公司与ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司与行业上下游之间建立了长久亲密的合作关系,确保ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。在市场竞争日趋激烈的现在,我们承诺保证ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。

零点定位系统的制作方案:随行托板-夹具方案 随行托板-夹具是一类在自动线和柔性制造系统中使用的夹具。它既要完成工件的定位和夹紧,又要作为运载工具将工件在机床间进行传送。传送到下一道工序的机床后,应能在机床上准确的定位和可靠的夹紧。一条生产线上有许多随行夹具,每个随行夹具随着工件经历生产线的全过程,然后卸下已加工的工件,装上新的待加工工件,循环使用。由于在柔性加工线中工件直接由机械手上下机床的夹具进行装卡,所以当机床安装的夹具不能满足工件变化的装夹要求时,需手动调换不同零件的托板(带夹具),即零件不同随行托板-夹具也各不相同。 以往的随行托板-夹具形式是属于特殊夹具的范畴。零件安装在随行托板上,...
- 浙江零点快换价格 2024-03-04
- 浙江零点快换哪家靠谱 2024-03-03
- 自动零点定位器销售 2024-03-01
- 柔性零点定位工装厂家直销 2024-02-23
- 气动零点定位基座加工案列 2024-02-03
- 气动零点定位系统厂家供应 2024-01-18
- 零点定位快换板有哪些 2024-01-16
- 欧洲零点定位夹具怎么样 2023-12-31
- 高夹持力零点定位应用案列 2023-12-26
- 进口零点定位器生产公司 2023-12-26

- ZERO CLAMP零点定位基座多少钱 2023-11-14
- 自锁零点定位工装哪家便宜 2023-11-11
- 辽宁高精密零点定位器采购 2023-11-09
- 非自锁零点定位托盘怎么样 2023-11-06
- 高精度零点定位工装批发 2023-10-29
- 嘉兴高精密零点定位夹具哪里买 2023-10-28




- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21