- 品牌
- 科瑞
- 型号
- SZKR
苏州科瑞公司在天然气制氢的设备研发上投入巨大。其生产的制氢设备具有高效稳定的特点。关键设备如转化炉,采用质量材料与精湛制造工艺,能承受高温高压环境,确保反应持续稳定进行。先进的自动化控制系统,可精细调节反应参数,提高生产效率与产品质量,为大规模工业制氢提供可靠的硬件支撑,降低了设备维护成本与故障风险。天然气制氢的安全性是苏州科瑞公司的关注点之一。从设备设计到安装调试,均遵循严格的安全标准。在天然气储存与输送环节,配备多重安全防护装置,防止泄漏与风险。制氢车间采用先进的通风与防爆设施,员工经过专业安全培训,严格执行安全操作规程。科瑞以完善的安全体系,保障天然气制氢项目平稳运行,让客户无安全之忧。苏州科瑞公司在天然气制氢方面的技术创新能力突出。其研发团队不断探索新工艺,优化现有制氢流程。例如,在催化剂研发上取得进展,新型催化剂能显著提高天然气转化效率,缩短反应时间。同时,在氢气提纯技术方面也有创新,进一步提升了氢气纯度,满足了对氢气品质要求日益严苛的市场需求,使公司在行业竞争中保持**地位。 高浓度的氢气可能导致缺氧,从而对人的生命安全构成威胁。黑龙江变压吸附甲醇裂解制氢

甲醇部分氧化制氢,将甲醇的部分氧化反应与裂解反应耦合,从而实现自热反应,降低外部供热需求。反应过程遵循化学方程式2CH₃OH+O₂→2CO₂+4H₂,借助精确氧气与甲醇的比例,确保氧化反应释放的热量,能为裂解反应持续供能。与单纯的甲醇裂解制氢相比,部分氧化制氢反应速率更快,反应温度也更高,通常在400℃-600℃。由于反应中有氧气参与,生成的氢气混合气中二氧化碳含量相对较高,而一氧化碳含量较低。这一特性,使得甲醇部分氧化制氢在对一氧化碳杂质敏感的场景,如质子交换膜燃料电池供氢领域,具有独特优势。在实际应用中,一些分布式能源系统,会采用甲醇部分氧化制氢技术,在现场制取氢气,直接为燃料电池提供燃料,减少氢气运输环节,提升能源利用效率。不过,该工艺对反应条件的精度要求极高,一旦氧气比例失衡,不仅会降低氢气产率,还可能引发安全问题。 节能甲醇裂解制氢生产厂家重型运输和分布式供能已成为氢能商业应用初期的主要增长市场。

甲醇裂解制氢在环境保护方面具有一定的优势,但也存在一些挑战。从优势方面来看,与传统的化石燃料制氢方法相比,甲醇裂解制氢过程中产生的污染物相对较少。甲醇的产物主要是二氧化碳和水,而在甲醇裂解制氢过程中,虽然会产生一氧化碳等副产物,但通过后续的处理工艺,可以将一氧化碳转化为二氧化碳,从而减少对环境的污染3。而且,甲醇可以从可再生资源中制备,这为实现可持续的氢气生产提供了可能。然而,甲醇裂解制氢也面临着一些环境保护挑战。首先,甲醇的生产过程需要消耗大量的能源,如果甲醇是通过化石能源合成的,那么在整个生命周期内,甲醇裂解制氢的碳排放仍然较高。其次,甲醇是一种有害的化学品,在储存、运输和使用过程中,如果发生泄漏等危险,会对环境和人体造成危害。因此,在发展甲醇裂解制氢技术的同时,必须加强对甲醇生产和使用过程的环境管理,提高技术的安全性和可靠性。
[国内某氢能企业] 与 [国外前列科研机构] 达成战略合作协议,联合开展甲醇制氢催化剂技术攻关,重点解决现有催化剂在高温工况下活性下降、寿命缩短的技术难题。双方将依托各自在材料科学、催化工程领域的优势,建立联合实验室,共同研发新型催化剂材料和制备工艺。根据合作协议,国外机构将提供先进的纳米材料合成技术和表面改性方法,国内企业则负责催化剂的工业化应用验证。双方计划在未来两年内,通过优化活性组分配比、改进载体结构,开发出耐高温、长寿命的甲醇制氢催化剂。业内人士认为,此次合作将加速甲醇制氢技术的迭代升级,提升我国在该领域的国际竞争力,同时也为全球甲醇制氢行业的技术发展提供新的思路。裂解反应的温度和压力条件对氢气产量有明显影响。
甲醇裂解制氢技术前景广阔,有望在未来能源体系中占据重要地位。随着技术的不断创新,新型催化剂的研发和工艺优化将成为重点方向。科研人员致力于开发具有更高活性、选择性和稳定性的催化剂,以降低反应温度、提高氢气产率和纯度。同时,结合膜分离、吸附强化等新技术,实现甲醇裂解制氢过程的集成化,进一步降低生产成本。在政策和市场推动下,甲醇裂解制氢将迎来新的发展机遇。各国对氢能产业的重视程度不断提高,出台一系列支持政策,推动甲醇裂解制氢技术在分布式能源、交通运输等领域的应用。随着氢燃料电池汽车市场的逐步扩大,甲醇裂解制氢凭借其在氢气供应方面的独特优势,有望成为氢燃料电池汽车重要的氢气来源之一。此外,随着碳减排目标的推进,甲醇裂解制氢过程中的二氧化碳捕集、利用与封存技术的发展,将使其向更加低碳、绿色的方向发展,为实现能源可持续发展贡献力量。凭借甲醇裂解制氢,能为多领域提供氢气支持。天津大型甲醇裂解制氢
催化剂的选择和优化是提升甲醇裂解效率的关键。黑龙江变压吸附甲醇裂解制氢
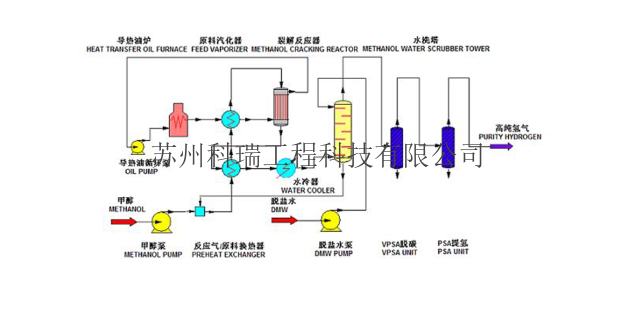
甲醇重整制氢设备可将甲醇和水蒸气通过催化重整反应转化为氢气和二氧化碳。该设备主要由重整反应器、变压吸附提纯装置等组成。在催化剂的作用下,甲醇在 200 - 300℃的温度区间内发生重整反应,生成富含氢气的混合气,再通过变压吸附装置提纯,得到高纯度氢气。某化工园区内的企业采用甲醇重整制氢设备,为园区内的化工生产提供氢气。甲醇重整制氢设备具有占地面积小、启动速度快的特点,适用于对氢气需求规模不大的场景。但甲醇重整过程会产生二氧化碳排放,随着环保要求的日益严格,如何降低碳排放成为该设备面临的挑战。研发新型高效催化剂,提高甲醇转化率,降低二氧化碳排放,将是甲醇重整制氢设备未来的发展方向。黑龙江变压吸附甲醇裂解制氢
模块化设计是甲醇裂解制氢设备的重要发展方向。某企业推出的集装箱式制氢单元(尺寸12.2m×2.4m×2.9m)集成反应器、汽化器、PSA及公用工程,单模块产氢能力500Nm³/h,通过橇装化设计实现48小时快速部署。技术创新包括:1)采用微反应器阵列(单通道尺寸500μm)替代传统反应器,使设备体积缩小60%;2)开发相变材料(PCM)储能系统,利用正十八烷(熔点28℃)储存反应余热,实现离网72小时连续运行;3)集成氢气增压-加注一体化装置,通过三级压缩(排气压力45MPa)直接为燃料电池汽车加注,加注速率达2kg/min。经济性分析显示,该模块化设备在加氢站场景下的单位投资成本为1.8万元...
- 国内甲醇裂解制氢生产厂家 2025-05-11
- 陕西自热式甲醇裂解制氢 2025-05-11
- 山东甲醇裂解制氢哪家好 2025-05-11
- 黑龙江变压吸附甲醇裂解制氢 2025-05-11
- 重庆哪些甲醇裂解制氢 2025-05-11
- 天津节能甲醇裂解制氢 2025-05-11
- 广西甲醇裂解制氢设计 2025-05-11
- 云南甲醇重整甲醇裂解制氢 2025-05-11
- 上海新型甲醇裂解制氢 2025-05-10
- 安徽资质甲醇裂解制氢 2025-05-10


- 安徽制造甲醇裂解制氢 2025-05-10
- 青海高科技甲醇裂解制氢 2025-05-10
- 云南自热式甲醇裂解制氢 2025-05-10
- 江苏定制甲醇裂解制氢 2025-05-10
- 山东甲醇裂解制氢供应商家 2025-05-10
- 北京国内甲醇裂解制氢 2025-05-10


- 湖南小型天然气制氢设备 05-11
- 黑龙江变压吸附甲醇裂解制氢 05-11
- 北京国内天然气制氢设备 05-11
- 重庆哪些甲醇裂解制氢 05-11
- 天津节能甲醇裂解制氢 05-11
- 广西甲醇裂解制氢设计 05-11
- 云南甲醇重整甲醇裂解制氢 05-11
- 天津加工天然气制氢设备 05-10
- 上海新型甲醇裂解制氢 05-10
- 安徽资质甲醇裂解制氢 05-10