- 品牌
- 科瑞
- 型号
- SZKR
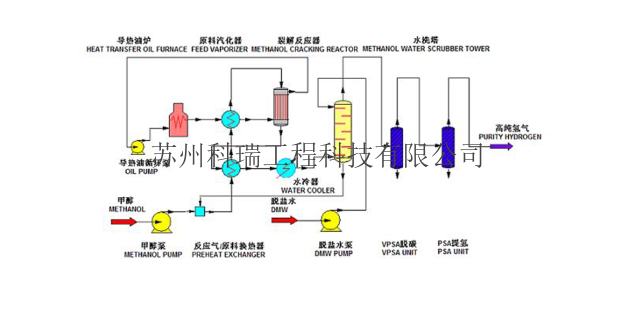
甲醇裂解制氢设备根据工艺路线可分为五类:直接裂解法装置通过高温热裂解甲醇生成氢气,工艺简单但纯度较低;甲醇水蒸气重整法装置在催化剂作用下生成高纯度氢气,是当前主流工艺;两步法装置先裂解甲醇再变换一氧化碳,提升氢气产量;催化重整法装置利用催化剂加速反应,提高效率;改进型工艺如部分氧化重整装置,通过自供热优化能源利用。不同设备适配场景多样:小型分布式制氢站可采用直接裂解装置,大型化工项目推荐重整法装置,而部分氧化装置适用于热集成场景。高温重整制氢是一种常用的氢气生产方法,其原理主要涉及到两个步骤:重整反应和水气反应。宁夏催化燃烧甲醇裂解制氢

然气制氢以其资源丰富、成本相对较低的优势备受青睐。科瑞公司采用先进的转化工艺,将天然气中的甲烷高效转化为氢气。其工艺流程严谨,先使天然气脱硫净化,后在特定催化剂作用下与水蒸气反应,生成含氢混合气,再经变压吸附等提纯工艺,**终得到高纯度氢气,广泛应用于化工、电子等行业。苏州科瑞的天然气制氢技术注重环保效益。在制氢过程中,对产生的废气进行严格处理,减少有害气体排放。其独特的余热回收系统,提高了能源利用率,降低了能耗。相比传统制氢方式,科瑞的天然气制氢大幅减少了二氧化碳等温室气体的产生,契合可持续发展理念,为企业提供清洁能源解决方案的同时,助力环境保护新型甲醇裂解制氢费用为了防范这些潜在的因素,因此需要安装氢气传感器,持续监测这些区域的气体浓度。

氢能源的制取方法多样,为其大规模应用提供了可能。其中,化石燃料重整制氢目前应用较为广。以天然气为例,通过蒸汽重整反应,在高温及催化剂作用下,甲烷与水蒸气反应生成氢气和一氧化碳。这种方法技术成熟、成本相对较低,但会产生一定的二氧化碳排放。而电解水制氢则具有更高的环保性。当电流通过水时,在电极处发生氧化还原反应,水分解为氢气和氧气。随着可再生能源发电成本的不断降低,利用太阳能、风能等清洁能源产生的电能进行电解水,可实现近乎零排放的氢气制取,为氢能源的可持续发展提供有力支撑。此外,生物制氢也在逐步发展,利用微生物在特定条件下分解有机物质产生氢气,虽然目前产量有限,但潜力巨大。
开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺安全性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和安全风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子企业采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。裂解反应的温度和压力条件对氢气产量有明显影响。

[国内某氢能企业] 与 [国外前列科研机构] 达成战略合作协议,联合开展甲醇制氢催化剂技术攻关,重点解决现有催化剂在高温工况下活性下降、寿命缩短的技术难题。双方将依托各自在材料科学、催化工程领域的优势,建立联合实验室,共同研发新型催化剂材料和制备工艺。根据合作协议,国外机构将提供先进的纳米材料合成技术和表面改性方法,国内企业则负责催化剂的工业化应用验证。双方计划在未来两年内,通过优化活性组分配比、改进载体结构,开发出耐高温、长寿命的甲醇制氢催化剂。业内人士认为,此次合作将加速甲醇制氢技术的迭代升级,提升我国在该领域的国际竞争力,同时也为全球甲醇制氢行业的技术发展提供新的思路。甲醇裂解制氢技术适用于多种规模的氢气生产需求。陕西撬装甲醇裂解制氢
在变压吸附气体分离装置常用的几种吸附剂中,活性氧化铝类属于对水有强亲和力的固体。宁夏催化燃烧甲醇裂解制氢
氢气的存储和运输是实现其广泛应用的关键环节,也是面临的主要挑战之一。氢气密度低,常温常压能量密度小,需要通过压缩、液化或化学吸附等方式进行存储。压缩氢气是常见的方法,将氢气压缩至状态存储在特制的气瓶中,广泛应用于氢燃料电池汽车等领域。液化氢气则需将氢气冷却至极低温度(约 -253℃)使其液化,以提高存储密度,但液化过程能耗高,对存储设备的绝热性能要求极高。在运输方面,气态氢气可通过管道输送,但管道建设成本高昂,且对管道材质要求特殊,需防止氢气渗透。液态氢气运输则适合长距离、大规模运输,但同样面临低温保存和运输设备成本高的问题。近年来,固态储氢技术取得了一定进展,利用金属氢化物等材料吸附氢气,在需要时释放,具有安全性高、存储密度较大等,为氢能源的存储和运输开辟了新的途径。宁夏催化燃烧甲醇裂解制氢

模块化设计是甲醇裂解制氢设备的重要发展方向。某企业推出的集装箱式制氢单元(尺寸12.2m×2.4m×2.9m)集成反应器、汽化器、PSA及公用工程,单模块产氢能力500Nm³/h,通过橇装化设计实现48小时快速部署。技术创新包括:1)采用微反应器阵列(单通道尺寸500μm)替代传统反应器,使设备体积缩小60%;2)开发相变材料(PCM)储能系统,利用正十八烷(熔点28℃)储存反应余热,实现离网72小时连续运行;3)集成氢气增压-加注一体化装置,通过三级压缩(排气压力45MPa)直接为燃料电池汽车加注,加注速率达2kg/min。经济性分析显示,该模块化设备在加氢站场景下的单位投资成本为1.8万元...
- 国内甲醇裂解制氢生产厂家 2025-05-11
- 陕西自热式甲醇裂解制氢 2025-05-11
- 山东甲醇裂解制氢哪家好 2025-05-11
- 黑龙江变压吸附甲醇裂解制氢 2025-05-11
- 重庆哪些甲醇裂解制氢 2025-05-11
- 天津节能甲醇裂解制氢 2025-05-11
- 广西甲醇裂解制氢设计 2025-05-11
- 云南甲醇重整甲醇裂解制氢 2025-05-11
- 上海新型甲醇裂解制氢 2025-05-10
- 安徽资质甲醇裂解制氢 2025-05-10

- 安徽制造甲醇裂解制氢 2025-05-10
- 青海高科技甲醇裂解制氢 2025-05-10
- 云南自热式甲醇裂解制氢 2025-05-10
- 江苏定制甲醇裂解制氢 2025-05-10
- 山东甲醇裂解制氢供应商家 2025-05-10
- 北京国内甲醇裂解制氢 2025-05-10


- 湖南小型天然气制氢设备 05-11
- 黑龙江变压吸附甲醇裂解制氢 05-11
- 北京国内天然气制氢设备 05-11
- 重庆哪些甲醇裂解制氢 05-11
- 天津节能甲醇裂解制氢 05-11
- 广西甲醇裂解制氢设计 05-11
- 云南甲醇重整甲醇裂解制氢 05-11
- 天津加工天然气制氢设备 05-10
- 上海新型甲醇裂解制氢 05-10
- 安徽资质甲醇裂解制氢 05-10