- 品牌
- 科瑞
- 型号
- SZKR
天然气制氢设备在化工、交通、电力等领域有广泛应用。在化工领域,氢气是甲醇合成、合成氨、乙二醇等大宗化学品的重要原料。以石油炼化为例,单套制氢规模可达6万-8万立方米/小时,满足加氢气体的需求。交通领域,氢气作为燃料电池汽车燃料,推动绿色交通发展。如佛燃能源建设的天然气制氢加氢一体站,日制氢能力达1100kg,满足物流车加氢需求。此外,依托天然气产供储销产业链,国产气资源盆地(如新疆、青海)可开展大规模重整制氢,氢气经管道或储运设施输送至中东部负荷中心,副产物CO₂可就近封存,实现碳中和目标。科瑞工程天然气制氢设备具备良好的能源利用效率。贵州撬装天然气制氢设备

自热重整制氢将部分天然气释放的热量,直接用于重整反应,实现热量自给自足。此过程通过氧气与天然气的比例,使反应与重整反应在同一反应器内同时发生。相较于蒸汽重整,自热重整反应温度更高,一般在900℃-1100℃,反应速率更快,装置体积更小。该工艺能在降低外部供热需求的同时,提高生产效率。在反应中,除甲烷与水蒸气的重整反应外,还发生甲烷与氧气的部分氧化反应2CH₄+O₂⇌2CO+4H₂。由于反应涉过程,自热重整制氢所得合成气中氢气含量相对较低,二氧化碳和氮气含量相对较高。自热重整制氢适用于对氢气产量要求高,且对氢气纯度要求相对宽松的工业场景,如炼油厂、合成氨厂等,可降低生产成本,提升生产效益。 贵州撬装天然气制氢设备天然气部分氧化制氢工艺所消耗的能量更加少。
然气制氢优势 - 资源丰富:从资源角度看,天然气制氢优势。全球天然气储量丰富,分布广。据统计,已探明的天然气储量足够支撑未来较长时间的能源需求。相比其他一些制氢原料,如煤炭制氢受限于煤炭资源的地域分布及环保压力,天然气在资源获取上更为便捷。在中东、俄罗斯等地区,天然气储量巨大且开采成本相对较低。而且,随着勘探技术的不断进步,新的天然气田持续被发现。丰富的资源保障了天然气制氢的可持续性,为大规模发展氢气产业提供了坚实基础,使得以天然气为原料制氢能够在全球范围内开展,满足不同地区对氢气的需求。
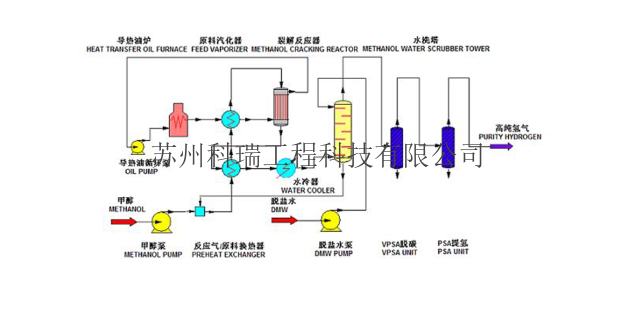
工艺流程与关键设备技术典型SMR装置包含原料预处理、重整反应、变换调整及气体提纯四大模块。原料天然气需经脱硫(ZnO吸附剂,硫含量<)、脱氯(活性炭床层)及预热(至500℃)后进入重整炉。重整反应器采用顶部燃烧-径向流动结构,内置多层镍基催化剂床层,热效率达92%。产物气经两级废热锅炉回收热量,生成中压蒸汽()驱动汽轮机发电,能量回收率超40%。变换单元采用高-中温串联工艺,铁铬催化剂(350-450℃)与铜锌催化剂(200-250℃)组合,使CO浓度从12%降至。气体提纯依赖变压吸附(PSA),采用13X分子筛在,回收率88%。全球单线比较大装置规模达60万Nm³/h,服务于炼化一体化项目。 天然气制氢设备找苏州科瑞工程。

天然气制氢项目落地,助力地方能源结构优化某地区**与一家能源企业签署投资协议,共同建设大型天然气制氢项目。该项目总投资达 10 亿元,规划建设规模为日产氢气 20 吨,预计明年建成投产。项目采用先进的天然气自热重整制氢工艺,具有占地面积小、启动速度快、能源利用效率高等优点。投产后,所产氢气将主要供应给当地的化工企业和新兴的燃料电池产业,满足其对清洁氢能源的需求。地方**相关负责人表示,该项目的落地将有助于优化地区能源结构,减少对传统化石能源的依赖,推动当地绿色能源产业发展。同时,项目还将带动上下游产业链的协同发展,创造大量就业机会。氢气的输运是氢能产业能否大规模应用的关键因素。黑龙江新能源天然气制氢设备
活性氧化铝类属于对水有强亲和力的固体,一般采用三水合铝或三水铝矿的热脱水或热活化法制备。贵州撬装天然气制氢设备
天然气制氢设备的**升级方向在于提升氢气产率的同时降低碳排放强度。当前主流的蒸汽甲烷重整(SMR)技术仍面临能效瓶颈(单程转化率约70%-85%)与高碳排放(每吨氢气伴随5-10吨CO₂排放)的双重挑战。未来,设备将通过多技术耦合实现突破:一方面,引入膜分离技术与传统重整炉集成,利用钯合金膜对氢气的高选择性渗透(分离系数>10⁴),使氢气纯度提升至的同时,推动反应平衡向生成物方向移动,将甲烷转化率提升至95%以上;另一方面,碳捕集、利用与封存(CCUS)技术的规模化应用将重构设备架构——新型重整反应器内置CO₂吸附剂(如锂基复合氧化物),在制氢过程中同步捕获CO₂,实现“负碳”制氢(净碳排放量<1吨/吨H₂)。此外,等离子体辅助重整技术通过高能电子激发甲烷分子(活化能降低30%),可在400℃低温下实现转化,较传统工艺节能25%以上,这类颠覆性技术正从实验室走向中试阶段。 贵州撬装天然气制氢设备

工艺流程与关键设备技术典型SMR装置包含原料预处理、重整反应、变换调整及气体提纯四大模块。原料天然气需经脱硫(ZnO吸附剂,硫含量<)、脱氯(活性炭床层)及预热(至500℃)后进入重整炉。重整反应器采用顶部燃烧-径向流动结构,内置多层镍基催化剂床层,热效率达92%。产物气经两级废热锅炉回收热量,生成中压蒸汽()驱动汽轮机发电,能量回收率超40%。变换单元采用高-中温串联工艺,铁铬催化剂(350-450℃)与铜锌催化剂(200-250℃)组合,使CO浓度从12%降至。气体提纯依赖变压吸附(PSA),采用13X分子筛在,回收率88%。全球单线比较大装置规模达60万Nm³/h,服务于炼化...
- 自热式天然气制氢设备公司 2025-04-30
- 新疆加工天然气制氢设备 2025-04-30
- 贵州撬装天然气制氢设备 2025-04-30
- 甘肃甲醇天然气制氢设备 2025-04-30
- 贵州新能源天然气制氢设备 2025-04-30
- 青海变压吸附天然气制氢设备 2025-04-30
- 天然气天然气制氢设备生产厂家 2025-04-29
- 浙江甲醇重整天然气制氢设备 2025-04-29
- 陕西小型天然气制氢设备 2025-04-29
- 贵州变压吸附天然气制氢设备 2025-04-29

- 浙江制造天然气制氢设备 2025-04-28
- 安徽新型天然气制氢设备 2025-04-27
- 自热式天然气制氢设备有哪些 2025-04-27
- 海南变压吸附天然气制氢设备 2025-04-27
- 陕西大型天然气制氢设备 2025-04-27
- 新疆新能源天然气制氢设备 2025-04-27



- 新疆加工天然气制氢设备 04-30
- 湖南甲醇裂解制氢生产厂家 04-30
- 西藏推广甲醇裂解制氢 04-30
- 贵州撬装天然气制氢设备 04-30
- 甘肃甲醇天然气制氢设备 04-30
- 贵州新能源天然气制氢设备 04-30
- 内蒙古变压吸附提氢吸附剂有哪些 04-30
- 福建甲醇裂解制氢设计 04-30
- 河南甲醇裂解制氢生产厂家 04-30
- 福建甲醇裂解制氢有哪些 04-30