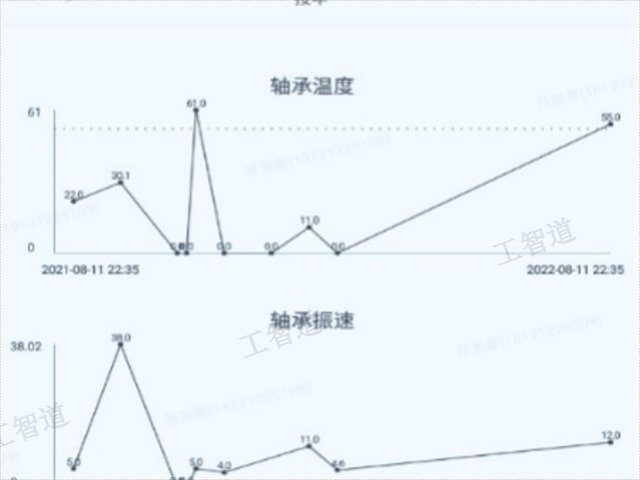
在智能巡检系统中,数据采集是基础且关键的一环。通过部署各种类型的传感器,如温度传感器、压力传感器、振动传感器、气体检测仪等,可以实时采集生产设备的运行参数。这些传感器通常具有高精度和高灵敏度,能够准确捕捉到设备的微小变化。采集到的数据通过有线或无线网络传输到数据中心。在传输过程中,为了保证数据的安全性和完整性,通常会采用加密技术和数据校验机制。此外,为了应对化工厂复杂的环境条件,传输设备还需要具备较高的抗干扰能力和稳定性。通过高效的数据采集与传输,智能巡检系统能够为后续的数据分析和处理提供可靠的数据源。 系统集成性是发挥效能的重要保障,与企业内部多系统深度集成。项目管理智能巡检应急处置
智能巡检系统的实施为化工企业的设备维护策略带来了创新性的变革。传统的设备维护方式主要分为事后维修、定期维修和状态维修三种。智能巡检系统通过实时监测设备的运行状态,实现了从传统维护方式向预测性维护的转变。预测性维护基于设备的实际运行状况和故障发展趋势,准确确定维修时机和维修内容,避免了过度维修和维修不足的问题。这种方式不仅能够延长设备的使用寿命,还能够降低维修成本和设备停机时间,提高设备的综合效率。在化工企业中,设备的维护成本通常较高,通过预测性维护,可以有效降低维修成本,提高企业的经济效益。智能监测智能巡检企业效益化工企业通过智能巡检可减少设备停机时间。
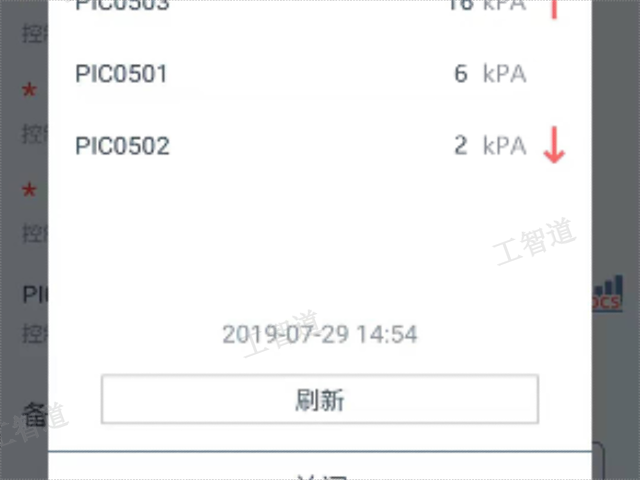
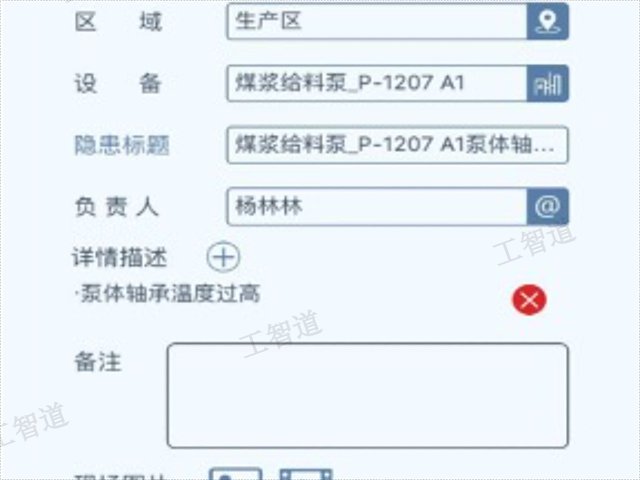
智能巡检系统的引入不仅能提高化工厂的生产安全性和稳定性,还能带来明显的经济效益。首先,通过实时监测和预警,可以及时发现设备的异常状态,避免因设备故障导致的生产中断,减少停机时间,提高生产效率。其次,智能巡检系统能够自动记录巡检数据,生成详细的巡检报告,减轻了人工巡检的工作负担,降低了人力成本。此外,通过数据分析和挖掘,可以优化设备的运行和维护策略,延长设备的使用寿命,降低维修和更换设备的成本。总的来说,智能巡检系统能够为企业带来多方面的经济效益,提升企业的竞争力。
智能巡检系统的数据采集模块是整个系统在化工行业应用的基础。它采用了多种先进的传感器技术,如红外热成像传感器用于监测设备的发热情况,声学传感器用于检测设备的异常声音,图像识别传感器用于识别设备的外观缺陷等。这些传感器分布在化工企业的各个关键位置,形成一个监测网络。为了确保数据的准确性和可靠性,系统还具备数据校验和误差修正功能,对采集到的数据进行实时处理。同时,考虑到化工环境中的电磁干扰等问题,数据传输采用了抗干扰能力强的无线通信技术,并设置了数据加密机制,保障数据的安全传输。智能巡检系统的数据分析与处理是智能化决策的关键环节。
智能巡检系统在推动化工企业创新方面具有积极的意义。它的实施促使企业引入新的技术、新的管理理念和新的工作方式,激发企业的创新活力。在智能巡检系统的应用过程中,企业不断探索如何更好地利用系统功能,挖掘数据价值,开发新的应用场景,如基于巡检数据的设备性能优化、生产工艺改进等。同时,系统的实施也带动了企业与其他智能技术的融合创新,如与智能物流系统、智能质量检测系统等的协同工作,形成一个智能化的生产管理体系,推动企业的持续创新和发展。小型企业选择功能简单、成本低的智能巡检解决方案,满足基本需求。智能监测智能巡检企业效益
系统对巡检过程全程记录,便于事后追溯和责任落实,强化安全管理。项目管理智能巡检应急处置
智能巡检技术在不同化工企业中的应用具有一定的差异性。大型化工企业通常具有复杂的生产设备和工艺流程,因此需要更、更高级的智能巡检系统,以满足其多样化的监测和管理需求。例如,大型石化企业可能会采用多种类型的智能巡检机器人,分别负责不同的巡检任务,如设备状态监测、气体泄漏检测、环境温湿度监测等。而小型化工企业则可能根据自身的实际情况,选择功能相对简单、成本较低的智能巡检解决方案,重点满足基本的设备监测和巡检管理需求。尽管应用规模和功能有所不同,但智能巡检技术的理念和基本功能在不同类型的化工企业中都得到了体现和应用。项目管理智能巡检应急处置