-
06.03 2025
多功能设备完整性管理与预测性维修系统操作手册 设备完整性管理与预测性维修系统的建设,对企业而言,建立完善的设备标识与追溯体系至关重要。需为每台设备赋予标识,详细记录其基本信息、安装位置、运行参数、维修历史等资料。借助这一体系,企业能在设备管理过程...
查看详细> -
06.02 2025
企业安全双重预防机制应急能力增强 化工行业双重预防机制与安全生产标准化有着密切的联系,将二者融合能够更好地促进企业安全生产。安全生产标准化强调企业在安全管理、生产设备、作业环境等方面达到一定的标准和规范。而双重预防机制侧重于风险管控和...
查看详细> -
06.02 2025
高可靠性设备完整性管理与预测性维修系统维护标准 化工企业设备的运行优化是设备完整性管理的重要目标之一。通过深入且细致地对设备运行数据展开分析和挖掘,能够准确找出设备运行过程中的瓶颈和问题所在。比如,借助先进的数据分析算法,对设备运行的各项参数进行梳...
查看详细> -
06.02 2025
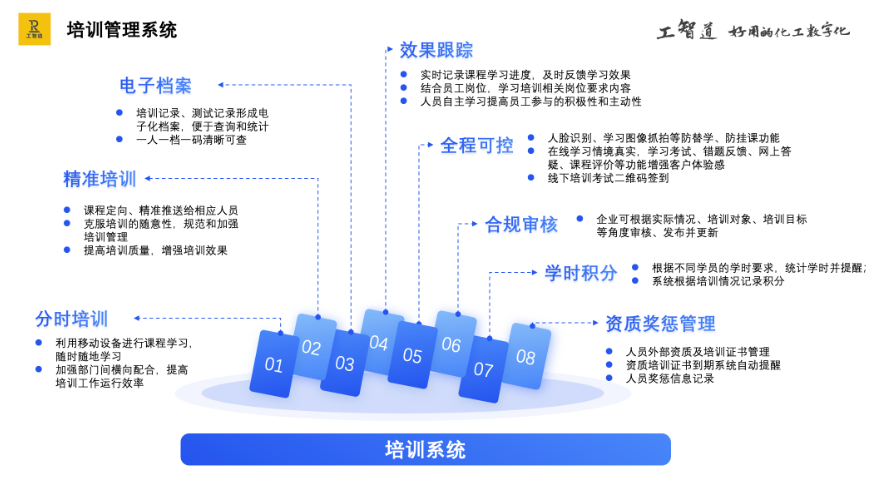
工艺优化的培训管理成本降低 培训管理在企业危机管理中也具有举足轻重的作用。化工生产涉及众多危险化学品与复杂工艺流程,潜在的危机因素众多。在面对突发危机事件时,员工需要具备应对危机的知识和技能,保持冷静和高效的工作状态。通过开展危...
查看详细> -
06.02 2025
信息化双重预防机制管理体系完善 化工生产包含多个工艺环节,不同工艺环节具有不同的风险特点。例如,在化工反应环节,可能存在反应失控、超温超压等风险,这就需要对反应条件进行严格控制,设置温度、压力等监测和报警装置,制定应急预案。在蒸馏环...
查看详细> -
06.02 2025
动态评估双重预防机制工作持续优化 风险分级管控是化工行业双重预防机制的关键步骤。根据风险的严重程度、发生可能性等因素,可将风险分为重大风险、较大风险、一般风险和低风险。对于重大风险,企业必须制定专项管控方案,明确责任人,采取严格的管控...
查看详细> -
06.02 2025
便捷设备完整性管理与预测性维修系统实施步骤 预测性维修系统在化工装置节能降耗方面有着较多的实践应用。通过对化工装置中各种设备的运行数据监测和分析,可发现设备运行中的能源浪费点。例如,对于加热炉系统,监测其排烟温度、过剩空气系数等参数,若排烟温度...
查看详细> -
06.01 2025
企业安全双重预防机制措施不断完善 应急管理是化工行业双重预防机制的重要组成部分,二者需要有效衔接。在风险辨识和分级管控过程中,要充分考虑可能发生的事故类型和后果,制定相应的应急预案。应急预案应与风险管控措施相匹配,例如,对于存在重大火...
查看详细> -
06.01 2025
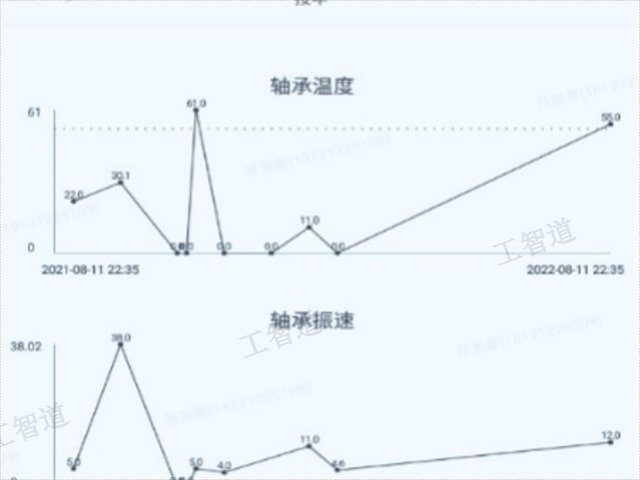
可靠设备完整性管理与预测性维修系统管理平台 化工企业设备的振动分析在预测性维修中占据关键地位。通过对设备振动信号进行采集与分析,能够敏锐察觉设备存在的不平衡、不对中、轴承损坏等故障隐患。企业应着力建立完备的振动分析体系,选用先进的振动传感器和分...
查看详细> -
06.01 2025
智能调度智能巡检人员培训 智能巡检系统的投资回报率是化工企业在实施该系统时关注的重点之一。虽然智能巡检系统的初期投资相对较大,但从长期来看,它能够为企业带来的经济效益。通过减少设备故障和生产事故,降低了维修成本和停产损失;通过...
查看详细> -
06.01 2025
智能监测智能巡检成本控制 智能巡检系统的投资回报率是化工企业在实施该系统时关注的重点之一。虽然智能巡检系统的初期投资相对较大,但从长期来看,它能够为企业带来的经济效益。通过减少设备故障和生产事故,降低了维修成本和停产损失;通过...
查看详细> -
06.01 2025
源头管控双重预防机制安全投入保障 企业应将双重预防机制建设与企业的安全生产标准化工作紧密结合,相互促进、相互补充。安全生产标准化工作强调企业安全生产的规范化、标准化,而双重预防机制则侧重于风险管控和隐患治理。两者相结合,能够使企业在安...
查看详细>