- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
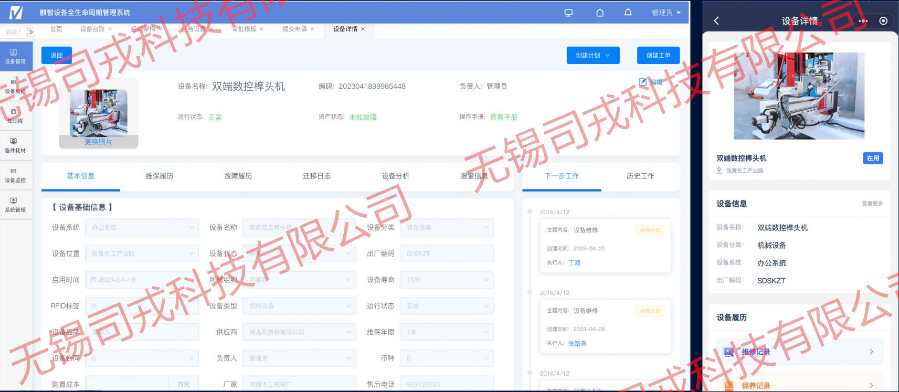
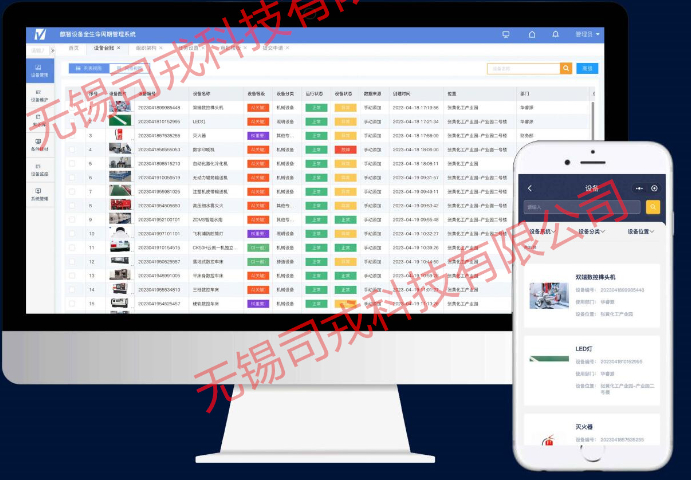
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。设备监控模块通过物联网技术实现设备状态的实时感知与智能诊断。中国澳门智能设备全生命周期管理软件
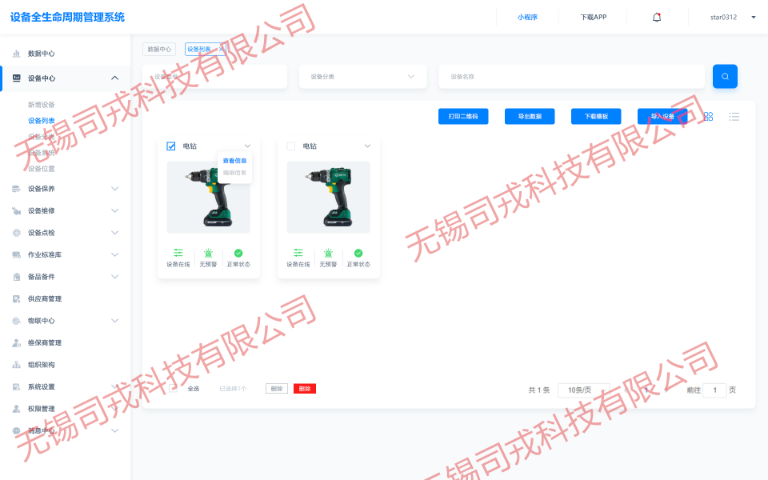
设备全生命周期管理系统可对设备运行过程中产生的大量数据进行采集、分析和存储,为企业提供数据支持和决策参考。通过对设备故障率、维修成本、设备利用率等关键指标的分析,企业可了解设备的运行状况和管理效果,发现存在的问题和不足,及时调整管理策略。例如,企业可根据数据分析结果,优化设备的采购计划,选择更适合生产需求的设备;调整设备的维护计划,提高维护效率和质量;合理安排设备的生产任务,提高设备的利用率。数据驱动决策可使企业的设备管理更加科学、精细,提高企业的管理水平和竞争力。贵州智能化设备全生命周期管理软件在设备资产管理方面,系统实现了从静态台账向动态智能管理的跨越。
传统设备管理模式下,企业面临着诸多挑战。一方面,设备信息分散在各个部门和环节,缺乏统一的管理平台,导致信息不共享、沟通不畅,管理效率低下。另一方面,设备维护往往采取事后维修的方式,即在设备出现故障后才进行维修,这不仅增加了维修成本,还可能导致生产中断,给企业带来巨大的经济损失。此外,传统设备管理模式对于设备的全生命周期缺乏系统性的规划和管理,往往只关注设备的使用阶段,而忽视了设备的采购、安装、调试、报废等环节,导致设备整体利用率不高,资源浪费严重。
系统通过集成各类工业传感器(振动、温度、压力、电流等),实时采集设备运行数据,并利用深度学习算法建立设备健康模型。系统能够自动识别运行参数的异常波动,根据严重程度触发多级预警(从现场声光报警到短信、邮件、企业微信等多渠道通知)。预测性维护模块通过分析历史数据,准确预测关键部件的剩余使用寿命,并智能规划维护窗口期,避免非计划停机。系统还支持维护效果回溯分析,通过对比维护前后的设备运行数据,量化评估维护工作的实际成效。某风力发电场部署该模块后,设备突发故障率下降63%,年度维护成本减少280万元,设备可用率提升至99.2%。智能补货系统在库存低于安全水平时自动触发采购流程,某半导体工厂通过此功能将备件缺货率控制在1%以下。

设备管理系统的价值不仅限于制造业,在服务业同样具有广阔应用前景。医院通过系统管理医疗设备的全生命周期,确保CT、MRI等关键设备的可用性达到99.9%。系统记录的设备使用数据还能优化科室间的调度,某三甲医院应用后,大型设备利用率提升28%。在商业地产领域,系统管理着电梯、空调等设备的维护计划,通过预测性维护将故障率降低60%。数据中心使用系统监控服务器机柜的运行状态,智能调节制冷系统,年节省电费数百万元。甚至连锁餐饮企业也开始使用系统管理厨房设备的维护,确保食品安全合规。这些应用证明,设备管理系统正在成为现代服务业运营的重要支撑。动态库存监控系统实时跟踪备件流转情况,结合设备故障模式分析预测备件需求。贵州智能化设备全生命周期管理软件
工业领域的数字化转型正在加速推进,系统作为重要的支撑平台,正在帮助越来越多的企业实现管理升级。中国澳门智能设备全生命周期管理软件
随着物联网、大数据、人工智能等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将进一步融合5G技术,实现更高速、低延时的数据传输,提升系统的实时监控与响应能力。同时,随着人工智能技术的不断进步,系统将具备更强大的数据分析和预测能力,实现更精细的预测性维护和资源优化。此外,设备全生命周期管理系统还将进一步拓展应用领域,不仅在制造、化工、能源等传统行业发挥重要作用,还将在医疗、交通、物流等新兴领域展现出巨大的潜力。通过与其他新兴技术的结合,如区块链、边缘计算等,系统将实现更高的安全性、可靠性和灵活性,为企业的智能化转型提供有力支持。中国澳门智能设备全生命周期管理软件
- 威海制造业设备全生命周期管理服务 2025-07-08
- 陕西小程序设备全生命周期管理哪家好 2025-07-08
- 中国澳门智慧设备全生命周期管理报价 2025-07-08
- 东营移动端设备全生命周期管理平台 2025-07-08
- 湖南制造业设备全生命周期管理系统 2025-07-08
- 东营企业设备全生命周期管理 2025-07-08
- 德州智能化设备全生命周期管理服务 2025-07-08
- 辽宁制造业设备全生命周期管理软件 2025-07-08
- 北京智能设备全生命周期管理app 2025-07-08
- 新疆移动端设备全生命周期管理服务 2025-07-08
- 安徽制造业设备全生命周期管理多少钱 2025-07-08
- 天津企业设备全生命周期管理app 2025-07-08