- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
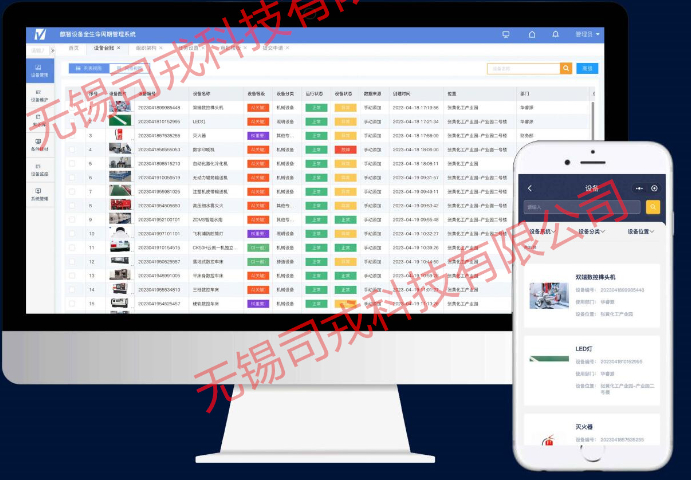
通过集成IoT传感器数据,系统实时监测设备振动、温度、电流等关键指标,利用机器学习算法建立健康基线。当数据偏离正常范围时,自动触发三级预警(提示/告警/紧急),并通过故障树分析推荐可能的原因。系统动态计算设备剩余使用寿命(RUL),结合生产计划智能生成维护时间窗口建议,避免非计划停机。例如,当轴承振动值持续上升时,系统会提前两周通知更换备件,并自动预约维修资源。某制造企业应用该功能后,设备突发故障率下降58%,维护成本降低27%。在战略价值方面,系统积累的设备运行数据为企业决策提供了全新维度。江西化工设备全生命周期管理平台

实施设备管理系统往往会引发企业组织架构和工作方式的深刻变革。传统的"救火式"维修模式转变为预防性、预测性维护体系,这要求企业建立专门的设备可靠性工程团队。系统提供的透明化数据打破了部门壁垒,使生产、维护、采购等部门能够基于同一数据源协作决策。某食品加工企业引入系统后,将分散在各工厂的设备维护人员整合为共享服务中心,效率提升40%。同时,系统积累的设备知识库降低了企业对个别技术的依赖,新人培养周期缩短60%。这种组织变革不仅提升了运营效率,更培育了数据驱动的企业文化,为企业持续改进提供了机制保障。济宁专业的设备全生命周期管理多少钱全流程追溯实现了从采购、入库、领用到报废的闭环管理,某石化企业借此将备件管理效率提升了百分之五十。
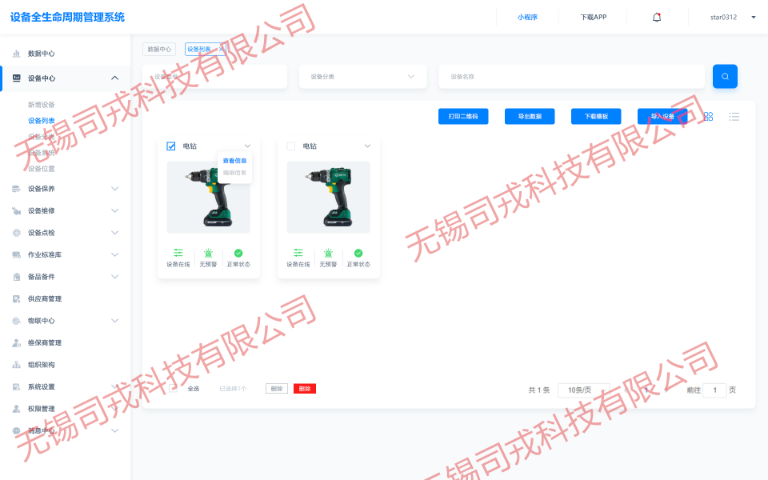
设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。
设备管理系统正在改变传统的人才培养模式。系统内置的AR培训模块允许新员工在虚拟环境中学习设备操作,大幅降低实训风险。知识管理系统自动将经验转化为结构化案例库,使隐性知识显性化。某电力企业利用系统的故障模拟功能,开发了沉浸式培训课程,将员工技能认证周期从6个月缩短至3个月。系统还能根据员工处理的工单类型、完成质量等数据,智能推荐个性化培训内容。更创新的是,一些企业开始使用系统的数据分析功能识别高潜力人才,那些能够从设备数据中发现改进机会的员工往往具备更强的工程思维能力。这种数据驱动的人才培养模式使企业技术团队的整体能力提升速度加快40%。系统通过融合物联网等前沿技术,构建起贯穿设备规划、采购、运行、维护到报废处置的完整管理体系。
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。备件耗材管理模块通过智能化手段解决了库存管理难题。聊城智慧设备全生命周期管理报价
设备管理系统作为制造企业运营支撑平台,正在经历从传统管理模式向智能化体系的升级。江西化工设备全生命周期管理平台
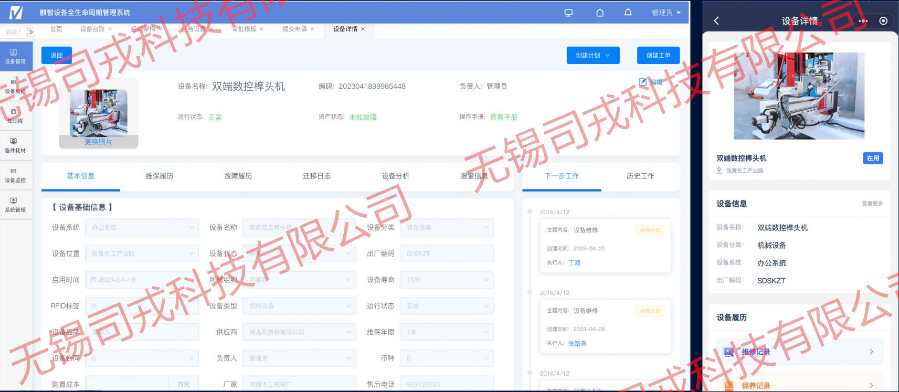
现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP、MES等系统深度集成,形成了完整的工业大数据生态。某汽车零部件工厂将设备管理系统与工业互联网平台对接后,实现了从设备状态监控到生产排程的智能联动,当预测到关键设备可能故障时,系统自动调整生产计划,将潜在损失降低90%。此外,基于工业互联网架构的设备管理系统支持跨工厂、跨地域的协同管理,集团型企业可以比较不同工厂的设备绩效,推广最佳实践。江西化工设备全生命周期管理平台
- 日照小程序设备全生命周期管理公司 2025-07-05
- 重庆智能设备全生命周期管理报价 2025-07-05
- 菏泽化工设备全生命周期管理软件 2025-07-05
- 陕西设备全生命周期管理价格 2025-07-05
- 海南设备全生命周期管理多少钱 2025-07-05
- 福建智慧设备全生命周期管理系统 2025-07-05
- 济宁专业的设备全生命周期管理报价 2025-07-04
- 辽宁手机设备全生命周期管理app 2025-07-04
- 辽宁移动端设备全生命周期管理报价 2025-07-04
- 河南企业设备全生命周期管理软件 2025-07-04
- 江西化工设备全生命周期管理平台 2025-07-04
- 河南通用设备全生命周期管理系统 2025-07-04