- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
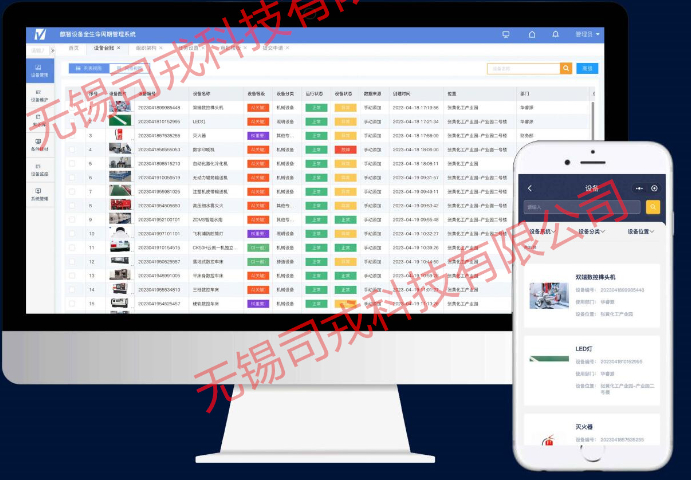
设备的维护和保养是确保其正常运行、延长使用寿命的关键。设备全生命周期管理系统通过智能化维护计划,实现了设备的预防性维护,减少了突发故障的发生。系统根据设备的运行数据和历史维护记录,智能生成维护计划,提醒维护人员按时进行维护保养,确保设备始终处于比较好状态。同时,系统还具备故障诊断和预警功能,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。这种智能化的维护方式,不仅降低了维护成本,还提高了设备的可靠性和稳定性,延长了设备的使用寿命。移动巡检系统支持工作人员通过智能终端实时查看设备状态和维修指引。云南智能化设备全生命周期管理公司
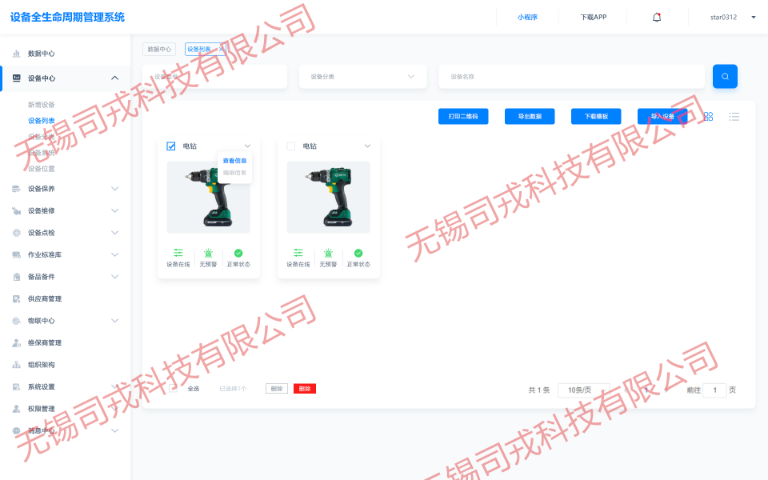
设备管理系统实现了设备相关成本的透明化和精细化管控。系统自动归集每台设备的能耗、维护、备件等各类成本,计算全生命周期拥有成本(TCO)。某物流企业通过系统分析发现,其20%的叉车消耗了45%的维护资源,据此优化了车队结构,年节省成本800万元。更精细的是,系统支持成本分摊到具体产品,准确反映设备使用成本。某电子产品制造商应用后,产品成本核算精度提高30%,为定价决策提供了可靠依据。系统还具备预算管控功能,当实际支出超出预算时会自动预警。这些功能使企业设备相关成本平均降低15-20%,投资回报周期缩短至1-2年。辽宁手机设备全生命周期管理app动态库存监控系统实时跟踪备件流转情况,结合设备故障模式分析预测备件需求。

设备管理系统构建了风险防控体系。通过实时监测设备状态参数,系统能够早期识别潜在故障,避免重大安全事故。某炼油厂的关键压缩机振动值出现异常波动时,系统提前72小时发出预警,避免了可能造成上千万元损失的设备损毁事故。系统还建立了完整的设备变更管理流程,任何参数调整都需要经过多级审批和影响评估,确保变更安全。在业务连续性管理方面,系统维护着关键备件的应急储备方案,当突发事件发生时可以快速启动备用设备网络。保险企业已经开始认可设备管理系统的风险防控价值,使用系统的工厂其财产保险费率可获得15-20%的优惠。
在突发事件应急管理中,设备管理系统展现出独特价值。系统维护着完整的应急设备台账和分布图,在紧急情况下可以快速定位所需设备。某大型化工园区在应对突发环境事件时,通过系统在10分钟内调集了30台专业处理设备,比传统方式快6倍。系统还建立了应急演练模块,定期模拟各种突发场景,检验应急响应流程。更先进的是,某些系统已具备智能应急决策能力,当检测到危险情况时,可以自动启动应急预案,如关闭相关设备、启动消防系统等。某核电站应用这类系统后,应急响应时间缩短80%,降低了事故风险。通过预防性维护和备件优化,企业运维成本普遍降低百分之二十至三十五。

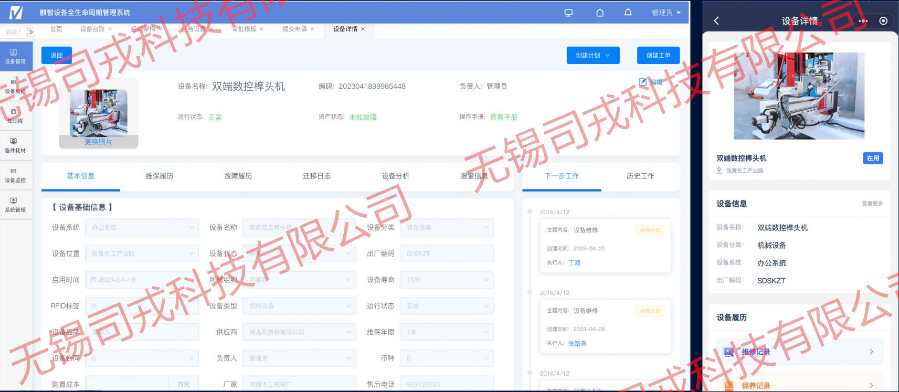
设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。三维可视化技术的应用则让设备状态一目了然,某核电站采用全息投影技术后,参数识别效率提升了六倍之多。福建专业的设备全生命周期管理软件
智能补货系统在库存低于安全水平时自动触发采购流程,某半导体工厂通过此功能将备件缺货率控制在1%以下。云南智能化设备全生命周期管理公司
随着物联网、大数据、人工智能等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将进一步融合5G技术,实现更高速、低延时的数据传输,提升系统的实时监控与响应能力。同时,随着人工智能技术的不断进步,系统将具备更强大的数据分析和预测能力,实现更精细的预测性维护和资源优化。此外,设备全生命周期管理系统还将进一步拓展应用领域,不仅在制造、化工、能源等传统行业发挥重要作用,还将在医疗、交通、物流等新兴领域展现出巨大的潜力。通过与其他新兴技术的结合,如区块链、边缘计算等,系统将实现更高的安全性、可靠性和灵活性,为企业的智能化转型提供有力支持。云南智能化设备全生命周期管理公司
- 日照小程序设备全生命周期管理公司 2025-07-05
- 重庆智能设备全生命周期管理报价 2025-07-05
- 菏泽化工设备全生命周期管理软件 2025-07-05
- 陕西设备全生命周期管理价格 2025-07-05
- 海南设备全生命周期管理多少钱 2025-07-05
- 福建智慧设备全生命周期管理系统 2025-07-05
- 济宁专业的设备全生命周期管理报价 2025-07-04
- 辽宁手机设备全生命周期管理app 2025-07-04
- 辽宁移动端设备全生命周期管理报价 2025-07-04
- 河南企业设备全生命周期管理软件 2025-07-04
- 江西化工设备全生命周期管理平台 2025-07-04
- 河南通用设备全生命周期管理系统 2025-07-04