- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
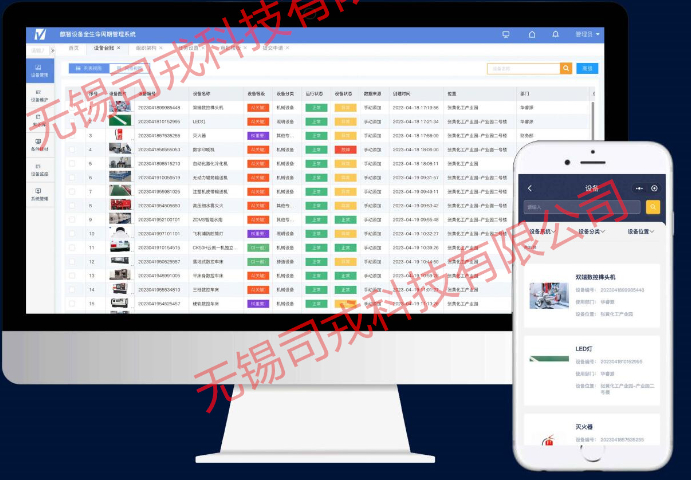
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
对于跨国企业,设备管理系统是实现全球化统一管理的重要工具。系统支持多语言、多币种、多时区操作,满足全球协同需求。某跨国石油公司在30个国家部署统一设备管理系统后,实现了备件库存全球可视化和调配,库存资金占用减少35%。系统还内置各国法规要求,确保当地合规。例如,在欧盟工厂自动执行WEEE指令要求,在美国工厂符合OSHA标准。更关键的是,系统建立了全球设备绩效对标体系,总部可以比较不同国家工厂的设备管理水平,推广最佳实践。这种全球化管理使该公司的设备综合效率标准差从15%缩小到5%,提升了整体运营水平。系统通过分析设备维修记录和备件消耗规律,建立动态安全库存模型,既避免了库存积压又确保了维修需求。上海智慧设备全生命周期管理平台

智能化维护,降低维护成本:系统利用物联网、大数据、人工智能等先进技术,实现设备的智能化维护。通过传感器实时采集设备的运行数据,系统可对设备进行24小时不间断的监控,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。同时,系统可根据设备的历史运行数据和维护记录,运用机器学习算法预测设备的故障趋势和维护需求,制定个性化的维护计划。这种基于状态的预防性维护方式,可有效减少设备的突发故障,降低维修成本,延长设备的使用寿命。西藏一站式设备全生命周期管理app在经济效益方面,通过优化维护策略和备件管理,企业运维成本可降低30%-40%。
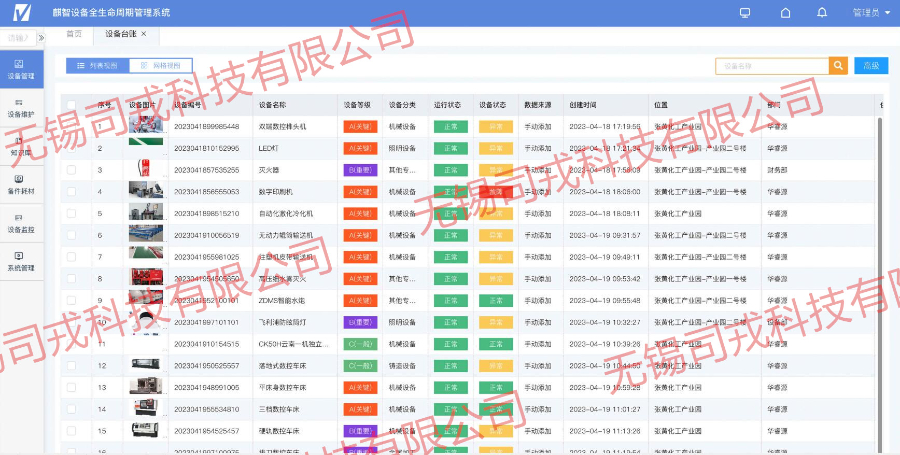
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。
实施设备管理系统往往会引发企业组织架构和工作方式的深刻变革。传统的"救火式"维修模式转变为预防性、预测性维护体系,这要求企业建立专门的设备可靠性工程团队。系统提供的透明化数据打破了部门壁垒,使生产、维护、采购等部门能够基于同一数据源协作决策。某食品加工企业引入系统后,将分散在各工厂的设备维护人员整合为共享服务中心,效率提升40%。同时,系统积累的设备知识库降低了企业对个别技术的依赖,新人培养周期缩短60%。这种组织变革不仅提升了运营效率,更培育了数据驱动的企业文化,为企业持续改进提供了机制保障。工业设备管理的数字化转型不仅是技术升级,更是管理理念和模式的革新。
制造业案例:某大型制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了30%,维护成本降低了20%;同时,设备的使用效率提高了15%,生产效益提升。能源行业案例:某能源公司采用设备全生命周期管理系统,对其电力设备进行了的监控和管理。系统的故障诊断与预警功能,使得该公司的设备故障率降低了30%,维护成本降低了25%;性能分析与优化功能帮助公司发现了多个优化机会,提高了设备的运行效率。在管理效能方面,数字化工具和标准化流程使管理效率提升60%以上,同时大幅降低了人为差错率。中国澳门化工设备全生命周期管理平台
系统基于设备运行数据,自动生成预防性维护计划,将传统的被动维修转变为主动预防。上海智慧设备全生命周期管理平台
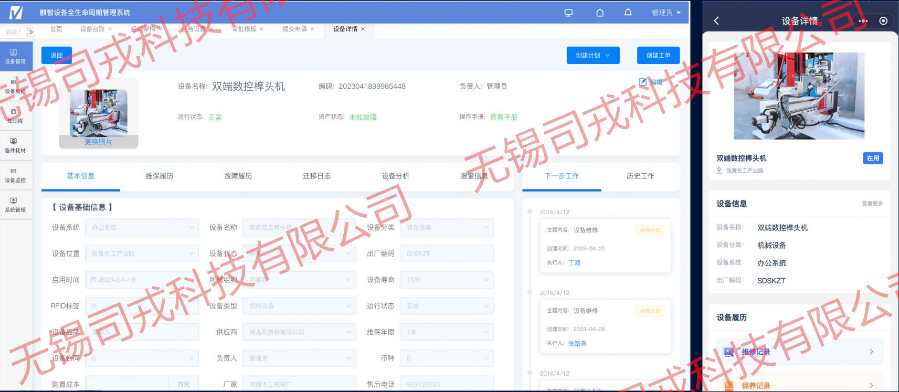
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使用阶段,系统实时监控设备的运行状态和性能参数,通过数据分析预测设备可能出现的故障,提前安排维护,避免设备突发故障导致的生产中断。维护阶段,系统智能生成维护计划,提醒维护人员按时进行维护保养,记录每次维护的详细信息,形成设备的健康档案,为后续的维护和故障排查提供重要参考。报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。上海智慧设备全生命周期管理平台
- 江西移动端设备全生命周期管理系统 2025-07-02
- 菏泽智能化设备全生命周期管理平台 2025-07-02
- 枣庄小程序设备全生命周期管理哪家好 2025-07-02
- 云南企业设备全生命周期管理报价 2025-07-01
- 上海智慧设备全生命周期管理平台 2025-07-01
- 新疆一站式设备全生命周期管理 2025-07-01
- 四川通用设备全生命周期管理app 2025-07-01
- 威海通用设备全生命周期管理平台 2025-07-01
- 日照设备全生命周期管理app 2025-07-01
- 重庆设备全生命周期管理 2025-07-01
- 济宁专业的设备全生命周期管理软件 2025-07-01
- 重庆小程序设备全生命周期管理平台 2025-07-01