- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
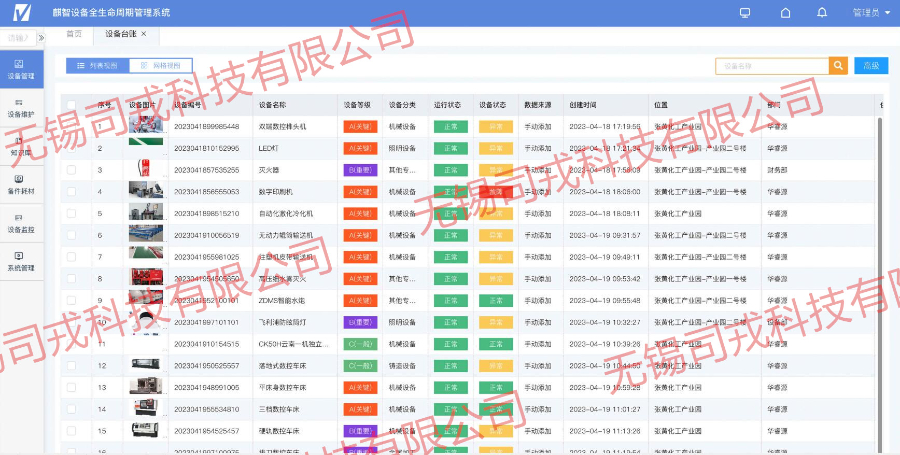
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。移动巡检系统支持工作人员通过智能终端实时查看设备状态和维修指引。河南智能设备全生命周期管理多少钱

系统构建了从故障报修到验收结算的完整闭环管理流程。用户可以通过多种渠道(企业微信、钉钉、扫描设备二维码等)提交报修申请,系统自动识别设备信息并推送自助排障指南。智能派单引擎综合考虑故障类型、工程师技能矩阵、地理位置、当前工作负荷等因素,实现比较好任务分配。维修过程中,系统提供详细的SOP指导、安全注意事项和备件库存状态,工程师可以通过移动端实时查阅设备历史维修记录和技术图纸。维修完成后,需要上传故障部位照片、更换备件条码和检测数据,系统自动生成包含故障根本原因分析的维修报告。某汽车制造厂应用该模块后,平均故障响应时间从2小时缩短至25分钟,维修一次合格率提升至98.5%,客户满意度达到99分。山西化工设备全生命周期管理哪家好在经济效益方面,通过优化维护策略和备件管理,企业运维成本可降低30%-40%。
实施设备管理系统往往会引发企业组织架构和工作方式的深刻变革。传统的"救火式"维修模式转变为预防性、预测性维护体系,这要求企业建立专门的设备可靠性工程团队。系统提供的透明化数据打破了部门壁垒,使生产、维护、采购等部门能够基于同一数据源协作决策。某食品加工企业引入系统后,将分散在各工厂的设备维护人员整合为共享服务中心,效率提升40%。同时,系统积累的设备知识库降低了企业对个别技术的依赖,新人培养周期缩短60%。这种组织变革不仅提升了运营效率,更培育了数据驱动的企业文化,为企业持续改进提供了机制保障。
随着技术进步,设备管理系统正朝着更智能、更互联的方向发展。AI技术的深度应用将使系统具备自主决策能力,如自动调整设备参数以优化能效。数字孪生技术将实现设备状态的毫米级精确映射,支持远程诊断和虚拟调试。区块链技术确保设备数据不可篡改,为设备租赁、二手交易等场景提供信任基础。更值得期待的是,5G和边缘计算使海量设备数据的实时处理成为可能,系统响应速度将提升至毫秒级。未来系统还可能具备自学习能力,通过分析全球同类设备的运行数据,持续优化管理策略。这些发展将使设备管理系统从辅助工具进化为企业的智能运营中枢,重新定义设备资产管理模式。三维可视化技术的引入使设备管理更加直观高效。
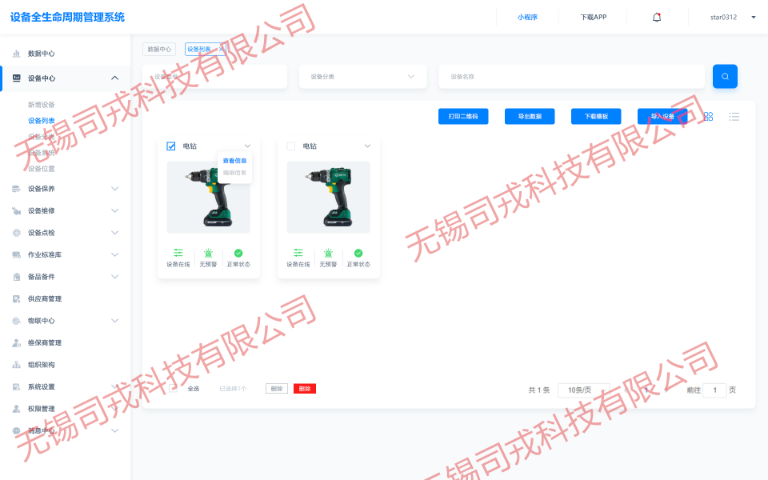
协同工作,提高管理效率:设备全生命周期管理系统支持与企业其他管理系统的集成,如ERP、MES等,实现信息的共享和协同工作。通过系统集成,管理者可在一个平台上查看和管理设备的所有信息,包括采购、库存、生产、维护等,提高了管理效率。同时,系统还支持多部门、多用户的协同工作,不同部门和用户可根据权限查看和操作相应的设备信息,实现信息的实时共享和业务的协同运作。这种协同工作方式不仅提高了管理效率,还增强了企业内部的沟通和协作能力。随着数字孪生、5G、区块链等技术的发展,设备管理系统将向更加智能化的方向演进。河北制造业设备全生命周期管理哪家好
设备管理系统通过整合物联网、大数据分析和人工智能等技术,构建起覆盖设备全生命周期的智能化管理生态。河南智能设备全生命周期管理多少钱
当设备达到经济寿命时,系统综合评估其残值、维修成本、技术淘汰风险等因素,给出报废/改造/转让建议。对于拟处置设备,系统自动匹配二手交易平台行情数据,生成估值报告。环保模块确保处置过程符合RoHS/WEEE等法规,跟踪废品流向并生成电子台账。某汽车厂通过系统的拍卖功能将旧生产线以高于预期23%的价格处置,同时自动完成税务核销手续。系统内置200+行业法规(如特种设备监察条例、压力容器检验规程),自动生成检验计划并推送责任人。许可证管理模块监控特种设备操作证、安全阀校验报告等文件的到期日,提前90天预警。审计追踪功能记录所有关键操作(如参数修改、权限变更),支持区块链存证以满足FDA 21 CFR Part 11等严苛合规要求。某药企通过该系统顺利通过GMP认证,减少合规审计人力投入70%。河南智能设备全生命周期管理多少钱
- 辽宁通用设备全生命周期管理平台 2025-06-30
- 河北小程序设备全生命周期管理app 2025-06-30
- 中国澳门小程序设备全生命周期管理价格 2025-06-30
- 山东化工设备全生命周期管理平台 2025-06-30
- 济宁移动端设备全生命周期管理多少钱 2025-06-30
- 烟台设备全生命周期管理服务 2025-06-30
- 福建智能设备全生命周期管理哪家好 2025-06-29
- 西藏企业设备全生命周期管理平台 2025-06-29
- 威海智能设备全生命周期管理公司 2025-06-29
- 天津智能化设备全生命周期管理企业 2025-06-29
- 中国香港智能设备全生命周期管理平台 2025-06-29
- 广西通用设备全生命周期管理系统 2025-06-29