- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
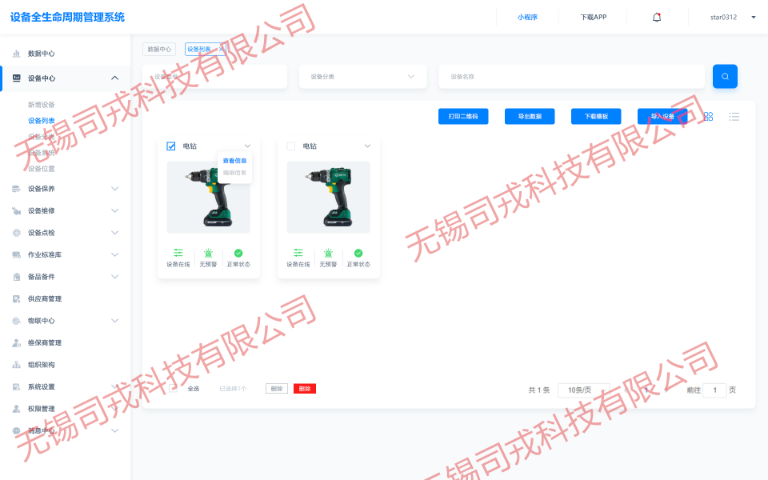
传统设备管理模式下,设备信息分散在各个部门,形成信息孤岛,导致管理效率低下,决策缓慢。设备全生命周期管理系统通过集成物联网、大数据、云计算等先进技术,打破了这一壁垒,实现了设备信息的集中管理和共享。无论是设备的采购、安装、使用、维护还是报废,所有信息都可在系统中一目了然,为管理者提供了、准确的决策依据。系统不仅记录了设备的基本信息,还实时监控设备的运行状态,采集关键数据,通过数据分析预测设备可能出现的故障,提前发出预警。这种一体化的管理方式,提高了设备管理的效率和准确性,降低了因信息不畅导致的管理风险。智能补货系统在库存低于安全水平时自动触发采购流程,某半导体工厂通过此功能将备件缺货率控制在1%以下。山东化工设备全生命周期管理平台

设备管理系统构建了风险防控体系。通过实时监测设备状态参数,系统能够早期识别潜在故障,避免重大安全事故。某炼油厂的关键压缩机振动值出现异常波动时,系统提前72小时发出预警,避免了可能造成上千万元损失的设备损毁事故。系统还建立了完整的设备变更管理流程,任何参数调整都需要经过多级审批和影响评估,确保变更安全。在业务连续性管理方面,系统维护着关键备件的应急储备方案,当突发事件发生时可以快速启动备用设备网络。保险企业已经开始认可设备管理系统的风险防控价值,使用系统的工厂其财产保险费率可获得15-20%的优惠。甘肃制造业设备全生命周期管理服务通过建立包含设备参数、维修记录、技术文档等信息的电子档案库,改变传统纸质档案管理效率低下的状况。

设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。
设备管理系统正在改变传统的人才培养模式。系统内置的AR培训模块允许新员工在虚拟环境中学习设备操作,大幅降低实训风险。知识管理系统自动将经验转化为结构化案例库,使隐性知识显性化。某电力企业利用系统的故障模拟功能,开发了沉浸式培训课程,将员工技能认证周期从6个月缩短至3个月。系统还能根据员工处理的工单类型、完成质量等数据,智能推荐个性化培训内容。更创新的是,一些企业开始使用系统的数据分析功能识别高潜力人才,那些能够从设备数据中发现改进机会的员工往往具备更强的工程思维能力。这种数据驱动的人才培养模式使企业技术团队的整体能力提升速度加快40%。通过为每台设备建立数字化档案,完整记录技术参数、维护历史、运行状态等关键信息。

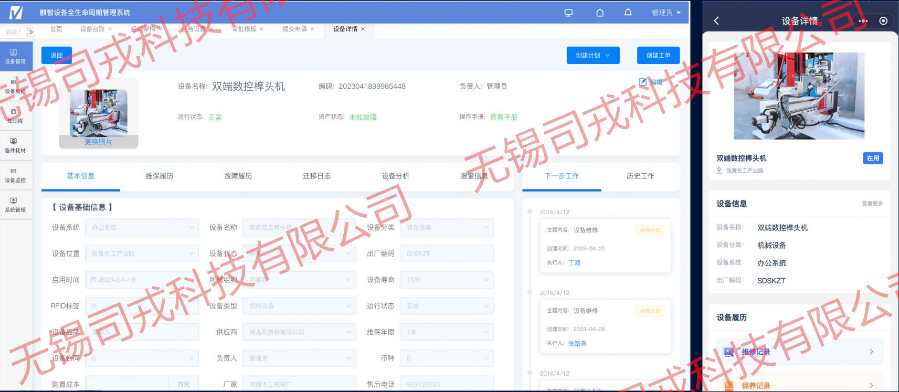
设备全生命周期管理系统通过物联网技术,实现了对设备的实时监控和智能管理。系统可实时采集设备的运行数据,包括温度、压力、振动等关键参数,通过网络传输到监控系统进行实时分析和处理。一旦发现设备运行异常,系统立即发出预警,通知维护人员及时处理,确保设备的稳定运行。这种智能监控方式不仅提高了设备管理的效率和准确性,还降低了因设备故障导致的生产中断风险。管理者可随时随地通过手机或电脑查看设备的运行状态,实现远程管理和控制,提高了管理的便捷性和灵活性。全流程追溯实现了从采购、入库、领用到报废的闭环管理,某石化企业借此将备件管理效率提升了百分之五十。北京手机设备全生命周期管理app
通过新一代信息技术的深度融合,设备管理系统正从辅助工具升级为重要生产系统。山东化工设备全生命周期管理平台
系统为每台设备建立完整的数字化档案,不仅包含基础技术参数,还通过知识图谱技术关联操作手册、维修案例、技术图纸等结构化与非结构化数据。设备档案支持三维可视化展示,用户可以360度查看设备外观,点击特定部件即可调取该部件的技术参数、常见故障及更换教程。系统具备智能文档管理功能,当设备进行技术改造时,自动保留历史版本的技术文档,并建立版本间的差异对比。更关键的是,系统通过机器学习分析海量维修记录,自动构建故障知识库,当设备出现异常时能够智能推荐相似案例的解决方案。某轨道交通企业应用后,新员工故障处理效率提升40%,平均维修时间缩短35%,技术文档检索时间从原来的15分钟降至2分钟以内。山东化工设备全生命周期管理平台
- 重庆专业的设备全生命周期管理企业 2025-07-10
- 湖南小程序设备全生命周期管理app 2025-07-10
- 北京小程序设备全生命周期管理多少钱 2025-07-09
- 江西企业设备全生命周期管理报价 2025-07-09
- 临沂专业的设备全生命周期管理报价 2025-07-09
- 菏泽手机设备全生命周期管理价格 2025-07-09
- 陕西智慧设备全生命周期管理公司 2025-07-09
- 云南移动端设备全生命周期管理系统 2025-07-09
- 中国香港智能化设备全生命周期管理服务 2025-07-09
- 青岛智能设备全生命周期管理平台 2025-07-09
- 菏泽制造业设备全生命周期管理服务 2025-07-09
- 山东智慧设备全生命周期管理企业 2025-07-09