企业商机
锡片基本参数
- 品牌
- 吉田
- 型号
- 型号齐全
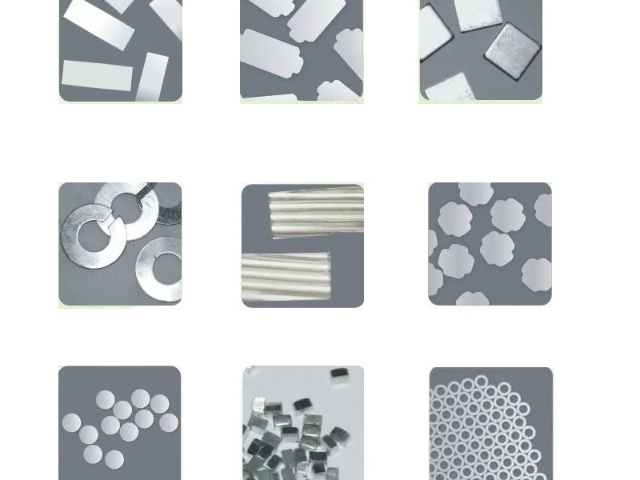
- 类型
- 双向焊片,单向焊片
- 材质
- 银,铜,铅,锡
锡片企业商机
锂电池的「储锂新希望」:科研团队开发的锡碳合金负极片(锡含量50%),利用锡的「合金化储锂」机制(每克锡可嵌入4.2个锂原子),使电池能量密度从180mAh/g提升至350mAh/g,未来有望让电动车续航突破1000公里。
3D打印的「模具润滑剂」:在金属3D打印中,打印头喷嘴内壁镀0.1mm锡层,利用锡的低摩擦系数(0.15-0.2),使不锈钢粉末的黏附率从30%降至5%,打印精度从±0.5mm提升至±0.1mm,助力航空航天复杂部件的快速成型。
船舶管道的「抗盐雾卫士」:远洋货轮的海水冷却管道采用热浸镀锡工艺(锡层厚度20μm),在盐雾测试(5%NaCl溶液,35℃,1000小时)中,腐蚀失重只有1.2g/m²,是未镀锡钢管的1/20,延长管道更换周期从5年至20年。
凭借99.85%以上的高纯度原生锡或再生锡原料,锡片从源头奠定了稳定可靠的品质根基。河北有铅预成型锡片供应商
无铅锡片是指不含铅(Pb)或铅含量低于欧盟RoHS指令(≤0.1%)的锡基合金材料,通过添加银(Ag)、铜(Cu)、铋(Bi)、镍(Ni)等元素,替代传统含铅焊料,兼具环保性与可靠焊接性能,是现代电子制造业的主流材料。
二、主要成分与典型合金
Sn-Ag-Cu(SAC合金)
◦ 常用配方(如SAC305:96.5%Sn-3.0%Ag-0.5%Cu),熔点约217℃,兼具高机械强度、优良导电性和抗疲劳性,适用于精密电子焊接。
Sn-Cu(SC合金)
◦ 低成本无铅选择(如Sn-0.7Cu),熔点约227℃,但延展性稍差,适合对成本敏感的常规焊接场景。
Sn-Bi(SB合金)
◦ 低熔点(约138℃),用于热敏元件焊接,但脆性较高,需与其他元素(如Ag、In)复配以改善性能。
其他合金
◦ 含镍(Sn-Cu-Ni)、含镓(Sn-Ag-Ga)等,针对高温、高可靠性或特殊工艺需求设计。

广东吉田半导体材料有限公司
• 产品定位:国家高新技术企业,专注半导体材料23年,焊片(锡基合金焊片)为主要产品之一,适配芯片封装、功率模块等高级场景。
• 技术优势:
◦ 进口原材料(美、德、日),合金纯度高(如Sn96.5Ag3Cu0.5),杂质含量<5ppm;
◦ 支持超薄(20μm以下)、异形切割,表面镀镍/金处理,适配倒装芯片焊接;
◦ 通过ISO9001、RoHS认证,部分产品符合IATF 16949汽车行业标准。
• 应用场景:IGBT模块、BGA封装、LED固晶等。
主要优势与特性
环保合规
◦ 符合全球环保标准(如欧盟RoHS、中国《电器电子产品有害物质限制使用管理办法》),从源头杜绝铅污染,保护人体健康与生态环境。
高性能焊接
◦ 耐高温性:在250℃以上的回流焊中保持稳定,适合高密度、多引脚芯片的焊接,减少高温失效风险。
◦ 抗疲劳性:合金结构增强焊点韧性,在振动、温差(如新能源汽车电池组)环境中抗开裂能力优于含铅焊料。
◦ 润湿性:通过表面处理(如助焊剂优化),可达到与含铅焊料相近的润湿性,确保焊点饱满、无虚焊。
兼容性强
◦ 适用于波峰焊、回流焊、手工焊等多种工艺,兼容铜、镍、金等金属表面镀层,满足不同设备的焊接需求。
可持续性
◦ 再生锡原料占比高(可达80%以上),生产过程能耗低,符合循环经济理念。

焊接温度要求不同
无铅锡片焊接操作 有铅锡片焊接操作
基础温度 熔点较高(217℃~260℃),焊接温度需控制在 240℃~260℃(如SAC305需245℃±5℃),预热温度通常为 120℃~150℃(防止PCB突然受热变形)。 共晶合金熔点183℃,焊接温度 210℃~230℃ 即可,预热温度较低(80℃~120℃),对元件和板材热冲击小。
温度控制精度 需高精度温控设备(±5℃以内),避免温度波动导致焊点不良(如虚焊、过熔);手工焊接时需使用恒温焊台,避免长时间高温接触元件。 对温度宽容度较高(±10℃),普通焊台即可满足,工艺窗口更宽。
高温风险 易因温度过高导致PCB焊盘脱落、元件引脚氧化(如陶瓷电容端电极受损),需严格控制焊接时间(单次焊接≤3秒)。 温度较低,焊接时间可稍长(≤5秒),风险较低。
再生锡片的生产能耗为原生锡的30%,以循环经济模式为地球资源减负。河北有铅预成型锡片供应商
操作细节与工艺优化
无铅锡片焊接操作 有铅锡片焊接操作
预热步骤 必须执行阶梯式预热(如分低温100℃→中温150℃→高温200℃),确保板材水分挥发和助焊剂激发,减少爆板风险。 可简化预热(甚至不预热),直接进入焊接温度。
焊点检测 需通过X射线检测BGA焊点内部空洞(允许率<5%),或使用AOI(自动光学检测)排查表面缺陷。 目视检测即可满足多数场景,只高可靠性产品需X射线检测。
人员培训 操作人员需掌握高温焊接技巧,避免烫伤元件;需熟悉无铅焊料的流动性差异(如拖焊时速度需比有铅慢10%~20%)。 操作门槛低,传统焊接培训即可胜任。
总结:操作差异对比
主要差异点 无铅锡片焊接 有铅锡片焊接
温度 高温(240℃+),严控精度 低温(210℃~230℃),宽容度高
助焊剂 高活性、大用量 普通型、常规用量
缺陷控制 防裂纹、空洞,需控温/冷却速率 防虚焊、短路,操作容错率高
设备 耐高温、高精度设备 传统设备即可
工艺复杂度 高(需预热、氮气保护、精密温控) 低(流程简单,兼容性强)
实际操作建议:
• 无铅焊接需优先投资高精度温控设备,使用活性助焊剂,并严格执行预热→焊接→冷却的标准化流程,适合规模化生产;
河北有铅预成型锡片供应商
与锡片相关的文章
茂名有铅预成型锡片多少钱
2025-07-08
耐腐蚀性在不同场景中的体现 1. 食品与医药包装领域 • 抗有机酸与弱碱腐蚀: 锡对食品中的有机酸(如柠檬酸、醋酸)、弱碱及中性溶液有极强抗性,不会发生明显腐蚀或溶出有害物质。例如: ◦ 镀锡钢板(马口铁)用于饮料罐(如可乐、啤酒),能抵御内容物的弱酸性侵蚀,且锡的溶出量极低(符合食品接触材料安全标准,如欧盟EC 1935/2004)。 ◦ 纯锡箔纸包裹巧克力、茶叶,可长期隔绝水汽和氧气,避免食品氧化变质,同时锡本身不与食品成分发生反应。 • 无毒特性叠加耐腐蚀性: 锡的腐蚀产物(如Sn²⁺、Sn⁴...
- 惠州有铅预成型锡片国产厂家 2025-07-08
- 肇庆无铅预成型焊片锡片价格 2025-07-08
- 上海高铅锡片厂家 2025-07-08
- 汕头无铅焊片锡片价格 2025-07-08
- 山东无铅预成型焊片锡片 2025-07-08
- 江苏有铅焊片锡片价格 2025-07-07
- 天津有铅焊片锡片报价 2025-07-07
- 福建有铅预成型锡片价格 2025-07-07
- 茂名无铅焊片锡片国产厂商 2025-07-07
- 汕头有铅预成型焊片锡片国产厂家 2025-07-07
与锡片相关的产品

与锡片相关的问题
与锡片相关的热门
- 北京高铅锡片多少钱 2025-07-05
- 天津锡片工厂 2025-07-05
- 福建有铅预成型锡片国产厂商 2025-07-05
- 河南预成型焊片锡片生产厂家 2025-07-04
- 北京预成型锡片生产厂家 2025-07-04
- 湛江有铅锡片国产厂家 2025-07-04
与锡片相关的标签
产品推荐


茂名低温锡膏
2025-07-08

东莞中温无卤锡膏厂家
2025-07-08
茂名有铅预成型锡片多少钱
2025-07-08
杭州激光光刻胶
2025-07-08

北京哈巴焊中温锡膏国产厂商
2025-07-08
相关资讯
- 汕头高温锡膏工厂 07-08
- 惠州有铅预成型锡片国产厂家 07-08
- 肇庆无铅预成型焊片锡片价格 07-08
- 河南固晶锡膏国产厂家 07-08
- 黑龙江低温激光锡膏国产厂家 07-08
- 黑龙江低温激光锡膏供应商 07-08
- 辽宁高温无卤无铅锡膏工厂 07-08
- 上海高铅锡片厂家 07-08
- 辽宁UV纳米光刻胶报价 07-08
- 汕头无铅焊片锡片价格 07-08