企业商机
锡片基本参数
- 品牌
- 吉田
- 型号
- 型号齐全
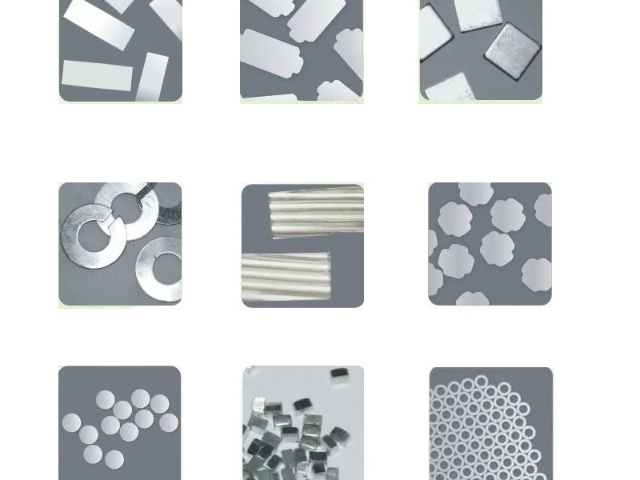
- 类型
- 双向焊片,单向焊片
- 材质
- 银,铜,铅,锡
锡片企业商机
高压阀门的「无火花密封」:在石油化工领域,锡片(纯度99.9%)制成的密封垫片可承受20MPa压力与150℃高温,其莫氏硬度只有1.5(低于钢铁),在螺栓紧固时能填满0.05mm以下的金属表面缺陷,且摩擦时不产生火花(燃点>500℃),杜绝易燃易爆环境中的安全隐患。
印刷电路板的「波峰焊魔法」:波峰焊设备中,熔融锡片(温度250℃±5℃)形成30cm高的锡浪,以2m/s速度冲刷电路板,99.9%的焊点在3秒内完成焊接,锡的表面张力(485mN/m)确保焊料均匀覆盖0.3mm细引脚,漏焊率<0.001%。

耐腐蚀性的化学机制
表面氧化膜的保护作用
◦ 锡(Sn)在常温下与空气中的氧气反应,生成一层致密的二氧化锡(SnO₂)薄膜,该膜附着性强,能有效阻止氧气和水汽进一步渗透至金属内部,形成“自我保护”机制。
◦ 与铁、铜等金属相比,锡的氧化膜更均匀且不易脱落,尤其在干燥或中性环境中稳定性较好。
电极电位与电化学腐蚀抗性
◦ 锡的标准电极电位(-0.137V,相对于标准氢电极)高于铁(-0.44V),低于铜(+0.34V)。
◦ 当锡作为镀层(如镀锡钢板,马口铁)覆盖在铁基材表面时,即使镀层局部破损,锡与铁形成原电池,锡作为阴极被保护,铁基材的腐蚀速度反被减缓(类似牺牲阳极的逆过程)。
◦ 若与铜等电位更高的金属接触,锡可能作为阳极被轻微腐蚀,但腐蚀速率极低,且产物无害。
韶关国产锡片多少钱5G基站建设带动锡片需求增长,在“新基建”浪潮中书写通信材料的新篇章。
助焊剂与润湿性处理不同
无铅锡片焊接操作 有铅锡片焊接操作
润湿性问题 纯锡表面张力大(约500 mN/m),润湿性差,焊点易出现不规则边缘或漏焊。 锡铅合金表面张力小(约450 mN/m),熔融后自然铺展性好,焊点饱满圆润。
助焊剂选择 需使用 高活性助焊剂(如含松香增强型、有机酸类),或增加助焊剂涂布量(比有铅多20%~30%);部分场景需预涂助焊剂改善润湿性。 可使用普通松香型助焊剂,甚至免清洗助焊剂即可满足,对助焊剂依赖度低。
表面处理 焊接前需彻底清洁母材表面(如去除氧化层),必要时对引脚镀镍/金提高可焊性;PCB焊盘建议采用OSP、沉金等无铅兼容涂层。 对母材表面氧化层容忍度较高,轻微氧化时助焊剂即可去除,传统HASL(喷锡)焊盘兼容性良好。
焊接温度要求不同
无铅锡片焊接操作 有铅锡片焊接操作
基础温度 熔点较高(217℃~260℃),焊接温度需控制在 240℃~260℃(如SAC305需245℃±5℃),预热温度通常为 120℃~150℃(防止PCB突然受热变形)。 共晶合金熔点183℃,焊接温度 210℃~230℃ 即可,预热温度较低(80℃~120℃),对元件和板材热冲击小。
温度控制精度 需高精度温控设备(±5℃以内),避免温度波动导致焊点不良(如虚焊、过熔);手工焊接时需使用恒温焊台,避免长时间高温接触元件。 对温度宽容度较高(±10℃),普通焊台即可满足,工艺窗口更宽。
高温风险 易因温度过高导致PCB焊盘脱落、元件引脚氧化(如陶瓷电容端电极受损),需严格控制焊接时间(单次焊接≤3秒)。 温度较低,焊接时间可稍长(≤5秒),风险较低。

无铅锡片是指不含铅(Pb)或铅含量低于欧盟RoHS指令(≤0.1%)的锡基合金材料,通过添加银(Ag)、铜(Cu)、铋(Bi)、镍(Ni)等元素,替代传统含铅焊料,兼具环保性与可靠焊接性能,是现代电子制造业的主流材料。
二、主要成分与典型合金
Sn-Ag-Cu(SAC合金)
◦ 常用配方(如SAC305:96.5%Sn-3.0%Ag-0.5%Cu),熔点约217℃,兼具高机械强度、优良导电性和抗疲劳性,适用于精密电子焊接。
Sn-Cu(SC合金)
◦ 低成本无铅选择(如Sn-0.7Cu),熔点约227℃,但延展性稍差,适合对成本敏感的常规焊接场景。
Sn-Bi(SB合金)
◦ 低熔点(约138℃),用于热敏元件焊接,但脆性较高,需与其他元素(如Ag、In)复配以改善性能。
其他合金
◦ 含镍(Sn-Cu-Ni)、含镓(Sn-Ag-Ga)等,针对高温、高可靠性或特殊工艺需求设计。
风电设备的控制系统电路板,经锡片焊接的元件在强震动中保持连接,保障清洁能源稳定输出。浙江无铅焊片锡片厂家
焊点缺陷控制不同
无铅锡片焊接操作 有铅锡片焊接操作
常见缺陷 易出现 焊点空洞、裂纹、不润湿(因冷却收缩率大,约2.1%),尤其在BGA等大面积焊点中风险高。 主要缺陷为 虚焊、短路(因操作不当),收缩率低(1.4%),裂纹风险低。
冷却控制 需控制冷却速率(建议5℃/秒以内),避免急冷导致应力集中;部分工艺需分段冷却(如先空冷至150℃,再自然冷却)。 可自然冷却,对冷却速率不敏感,焊点应力较小。
补焊操作 补焊时需重新加热至240℃以上,可能导致周边焊点二次熔化,需定位加热区域(如使用热风枪局部加热)。 补焊温度低,不易影响周边焊点,操作更灵活。
浙江无铅焊片锡片厂家
与锡片相关的文章

茂名有铅预成型锡片多少钱
2025-07-08
耐腐蚀性在不同场景中的体现 1. 食品与医药包装领域 • 抗有机酸与弱碱腐蚀: 锡对食品中的有机酸(如柠檬酸、醋酸)、弱碱及中性溶液有极强抗性,不会发生明显腐蚀或溶出有害物质。例如: ◦ 镀锡钢板(马口铁)用于饮料罐(如可乐、啤酒),能抵御内容物的弱酸性侵蚀,且锡的溶出量极低(符合食品接触材料安全标准,如欧盟EC 1935/2004)。 ◦ 纯锡箔纸包裹巧克力、茶叶,可长期隔绝水汽和氧气,避免食品氧化变质,同时锡本身不与食品成分发生反应。 • 无毒特性叠加耐腐蚀性: 锡的腐蚀产物(如Sn²⁺、Sn⁴...
- 惠州有铅预成型锡片国产厂家 2025-07-08
- 肇庆无铅预成型焊片锡片价格 2025-07-08
- 上海高铅锡片厂家 2025-07-08
- 汕头无铅焊片锡片价格 2025-07-08
- 山东无铅预成型焊片锡片 2025-07-08
- 江苏有铅焊片锡片价格 2025-07-07
- 天津有铅焊片锡片报价 2025-07-07
- 福建有铅预成型锡片价格 2025-07-07
- 茂名无铅焊片锡片国产厂商 2025-07-07
- 汕头有铅预成型焊片锡片国产厂家 2025-07-07
与锡片相关的产品


与锡片相关的问题
与锡片相关的热门
- 北京高铅锡片多少钱 2025-07-05
- 天津锡片工厂 2025-07-05
- 福建有铅预成型锡片国产厂商 2025-07-05
- 河南预成型焊片锡片生产厂家 2025-07-04
- 北京预成型锡片生产厂家 2025-07-04
- 湛江有铅锡片国产厂家 2025-07-04
与锡片相关的标签
产品推荐

江苏正性光刻胶多少钱
2025-07-10
惠州阻焊光刻胶价格
2025-07-10

沈阳PCB光刻胶国产厂商
2025-07-10
广州制版光刻胶耗材
2025-07-10

广州光刻胶厂家
2025-07-10
相关资讯
- 珠海LCD光刻胶供应商 07-09
- 陕西油性光刻胶供应商 07-09
- 广州激光光刻胶报价 07-09
- UV纳米光刻胶生产厂家 07-09
- 广东正性光刻胶生产厂家 07-09
- 内蒙古油墨光刻胶品牌 07-09
- 苏州LED光刻胶供应商 07-09
- 上海水性光刻胶国产厂家 07-09
- 浙江UV纳米光刻胶厂家 07-09
- 武汉正性光刻胶供应商 07-09