企业商机
锡片基本参数
- 品牌
- 吉田
- 型号
- 型号齐全
- 类型
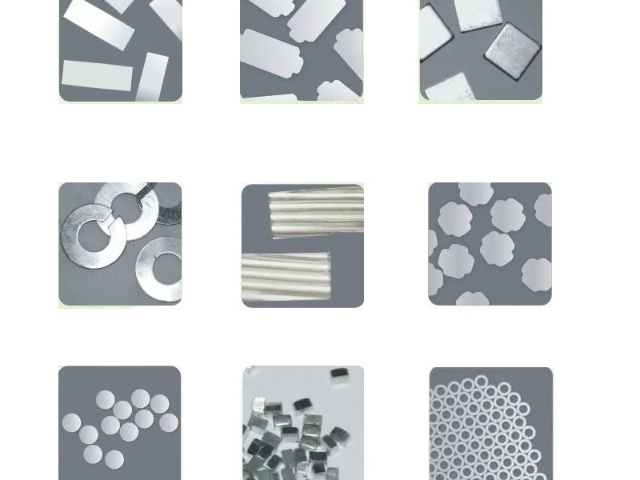
- 双向焊片,单向焊片
- 材质
- 银,铜,铅,锡
锡片企业商机
合金化添加材料(根据用途)
• 焊锡片(电子焊接用):
常添加 铅(Pb)(传统含铅焊锡)、银(Ag)、铜(Cu)、铋(Bi)、锑(Sb) 等,形成锡基合金(如Sn-Pb、Sn-Ag-Cu无铅焊锡),以调整熔点、强度和焊接性能。
• 包装用锡片(如食品包装):
通常使用纯锡或低合金锡,确保耐腐蚀性和安全性。
• 工业用锡片(如衬垫、电极):
可能添加少量铜、锌等改善硬度或导电性。
辅助材料(生产过程中使用)
• 轧制润滑剂:减少锡坯轧制时的摩擦,常用矿物油或轧制油。
• 表面处理剂:如抗氧化涂层(防止锡片氧化)、助焊剂(针对焊锡片)等化学试剂。
• 模具与设备耗材:如轧制辊、铸造模具等,但不属于原材料范畴。

耐腐蚀性在不同场景中的体现
1. 食品与医药包装领域
• 抗有机酸与弱碱腐蚀:
锡对食品中的有机酸(如柠檬酸、醋酸)、弱碱及中性溶液有极强抗性,不会发生明显腐蚀或溶出有害物质。例如:
◦ 镀锡钢板(马口铁)用于饮料罐(如可乐、啤酒),能抵御内容物的弱酸性侵蚀,且锡的溶出量极低(符合食品接触材料安全标准,如欧盟EC 1935/2004)。
◦ 纯锡箔纸包裹巧克力、茶叶,可长期隔绝水汽和氧气,避免食品氧化变质,同时锡本身不与食品成分发生反应。
• 无毒特性叠加耐腐蚀性:
锡的腐蚀产物(如Sn²⁺、Sn⁴⁺)毒性极低,即使在长期接触食品的场景中也能保证安全性,这是其优于铅、锌等金属的关键优势。
2. 工业与电子领域
• 抗潮湿与大气腐蚀:
在潮湿或含微量盐分的大气环境中(如沿海地区),锡片表面的氧化膜能有效阻挡水分和腐蚀性气体(如SO₂、Cl₂),保护内部金属。例如:
◦ 电子元件的镀锡引脚或锡片包装,可长期防止氧化,确保焊接性能稳定。
◦ 工业设备的锡制密封垫片,在潮湿环境中不易生锈,维持良好的密封性。
• 耐低温腐蚀:
锡在低温下(甚至接近冰点)的耐腐蚀性无明显下降,适合寒冷地区或低温环境使用(如冷链包装、极地设备)。

焊片(锡基焊片)主要特性
材料与性能
◦ 高纯度合金:采用进口原材料,锡基合金纯度高(如Sn96.5/Ag3.0/Cu0.5等配比),杂质含量低,确保焊接界面低缺陷、高可靠性。
◦ 工艺控制:通过全自动化生产设备及严格品控,焊片厚度均匀(公差±5μm级)、表面平整,适配精密焊接设备(如共晶焊机、热压机)。
◦ 性能参数:
◦ 熔点范围:支持低温(138℃,如Sn-Bi合金)至中高温(217℃,如Sn-Ag-Cu合金),满足不同场景需求;
◦ 润湿性:优异的金属表面附着力,减少虚焊、焊料溢出等问题;
◦ 耐高温与抗疲劳:通过合金配方优化,焊接后组件可承受-55℃~150℃温度循环及机械振动,适用于汽车电子、功率模块等严苛环境。
应用场景
◦ 半导体封装:芯片与引线框架、陶瓷基板的焊接;
◦ 功率器件:IGBT、MOSFET等散热基板与芯片的连接,提升热传导效率;
◦ 精密电子组装:高频器件、MEMS传感器的固定与互连,确保信号传输稳定性。
定制化服务
◦ 成分定制:根据客户需求调整合金配比(如无铅环保型、高导热型、低熔点型);
◦ 形态规格:提供不同厚度(5μm~500μm)、尺寸(圆形、矩形、异形)及表面处理;
◦ 特殊性能:支持耐高温老化、抗腐蚀(如沿海环境用焊片)、低应力(避免芯片裂纹)等定制需求。
操作细节与工艺优化
无铅锡片焊接操作 有铅锡片焊接操作
预热步骤 必须执行阶梯式预热(如分低温100℃→中温150℃→高温200℃),确保板材水分挥发和助焊剂激发,减少爆板风险。 可简化预热(甚至不预热),直接进入焊接温度。
焊点检测 需通过X射线检测BGA焊点内部空洞(允许率<5%),或使用AOI(自动光学检测)排查表面缺陷。 目视检测即可满足多数场景,只高可靠性产品需X射线检测。
人员培训 操作人员需掌握高温焊接技巧,避免烫伤元件;需熟悉无铅焊料的流动性差异(如拖焊时速度需比有铅慢10%~20%)。 操作门槛低,传统焊接培训即可胜任。
总结:操作差异对比
主要差异点 无铅锡片焊接 有铅锡片焊接
温度 高温(240℃+),严控精度 低温(210℃~230℃),宽容度高
助焊剂 高活性、大用量 普通型、常规用量
缺陷控制 防裂纹、空洞,需控温/冷却速率 防虚焊、短路,操作容错率高
设备 耐高温、高精度设备 传统设备即可
工艺复杂度 高(需预热、氮气保护、精密温控) 低(流程简单,兼容性强)
实际操作建议:
• 无铅焊接需优先投资高精度温控设备,使用活性助焊剂,并严格执行预热→焊接→冷却的标准化流程,适合规模化生产;
自研自产的锡片厂家。
焊接温度要求不同
无铅锡片焊接操作 有铅锡片焊接操作
基础温度 熔点较高(217℃~260℃),焊接温度需控制在 240℃~260℃(如SAC305需245℃±5℃),预热温度通常为 120℃~150℃(防止PCB突然受热变形)。 共晶合金熔点183℃,焊接温度 210℃~230℃ 即可,预热温度较低(80℃~120℃),对元件和板材热冲击小。
温度控制精度 需高精度温控设备(±5℃以内),避免温度波动导致焊点不良(如虚焊、过熔);手工焊接时需使用恒温焊台,避免长时间高温接触元件。 对温度宽容度较高(±10℃),普通焊台即可满足,工艺窗口更宽。
高温风险 易因温度过高导致PCB焊盘脱落、元件引脚氧化(如陶瓷电容端电极受损),需严格控制焊接时间(单次焊接≤3秒)。 温度较低,焊接时间可稍长(≤5秒),风险较低。
锡片在光伏行业的应用随“双碳”政策扩张,助力清洁能源设备的大规模制造。肇庆锡片工厂
现代科技的「焊接使命」:20世纪80年的时候,贴装技术(SMT)推动锡片向微米级进化,0.4mm引脚间距的QFP芯片焊接成为可能;21世纪初,无铅化浪潮促使锡片合金配方从「经验试错」转向「分子模拟设计」,通过原理计算优化Ag、Cu原子排列,焊点可靠性提升50%。
太空探索的「锡片使命」:阿波罗11号登月舱的制导计算机电路板,采用纯锡片焊接(避免铅在真空环境中挥发),在-180℃至120℃的月面温差中稳定工作4天,助力人类踏上月球。如今,国际空间站的太阳能电池阵仍依赖锡片焊点抵御宇宙射线侵蚀。
肇庆锡片工厂
与锡片相关的文章

茂名有铅预成型锡片多少钱
2025-07-08
耐腐蚀性在不同场景中的体现 1. 食品与医药包装领域 • 抗有机酸与弱碱腐蚀: 锡对食品中的有机酸(如柠檬酸、醋酸)、弱碱及中性溶液有极强抗性,不会发生明显腐蚀或溶出有害物质。例如: ◦ 镀锡钢板(马口铁)用于饮料罐(如可乐、啤酒),能抵御内容物的弱酸性侵蚀,且锡的溶出量极低(符合食品接触材料安全标准,如欧盟EC 1935/2004)。 ◦ 纯锡箔纸包裹巧克力、茶叶,可长期隔绝水汽和氧气,避免食品氧化变质,同时锡本身不与食品成分发生反应。 • 无毒特性叠加耐腐蚀性: 锡的腐蚀产物(如Sn²⁺、Sn⁴...
- 惠州有铅预成型锡片国产厂家 2025-07-08
- 肇庆无铅预成型焊片锡片价格 2025-07-08
- 上海高铅锡片厂家 2025-07-08
- 汕头无铅焊片锡片价格 2025-07-08
- 山东无铅预成型焊片锡片 2025-07-08
- 江苏有铅焊片锡片价格 2025-07-07
- 天津有铅焊片锡片报价 2025-07-07
- 福建有铅预成型锡片价格 2025-07-07
- 茂名无铅焊片锡片国产厂商 2025-07-07
- 汕头有铅预成型焊片锡片国产厂家 2025-07-07
与锡片相关的产品


与锡片相关的问题
与锡片相关的热门
- 北京高铅锡片多少钱 2025-07-05
- 天津锡片工厂 2025-07-05
- 福建有铅预成型锡片国产厂商 2025-07-05
- 河南预成型焊片锡片生产厂家 2025-07-04
- 北京预成型锡片生产厂家 2025-07-04
- 湛江有铅锡片国产厂家 2025-07-04
与锡片相关的标签
产品推荐

江苏正性光刻胶多少钱
2025-07-10
惠州阻焊光刻胶价格
2025-07-10

沈阳PCB光刻胶国产厂商
2025-07-10
广州制版光刻胶耗材
2025-07-10

广州光刻胶厂家
2025-07-10
相关资讯
- 珠海LCD光刻胶供应商 07-09
- 陕西油性光刻胶供应商 07-09
- 广州激光光刻胶报价 07-09
- UV纳米光刻胶生产厂家 07-09
- 广东正性光刻胶生产厂家 07-09
- 内蒙古油墨光刻胶品牌 07-09
- 苏州LED光刻胶供应商 07-09
- 上海水性光刻胶国产厂家 07-09
- 浙江UV纳米光刻胶厂家 07-09
- 武汉正性光刻胶供应商 07-09