- 品牌
- 江苏优普纳
- 型号
- 型号齐全,支持定制
- 类型
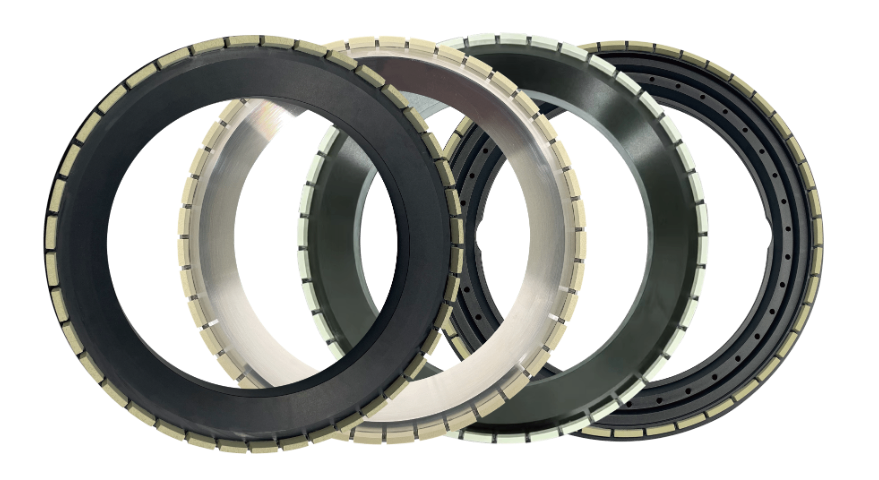
- 超高速砂轮
- 外形
- 杯形砂轮
- 材质
- 金刚石
- 工艺
- 烧结
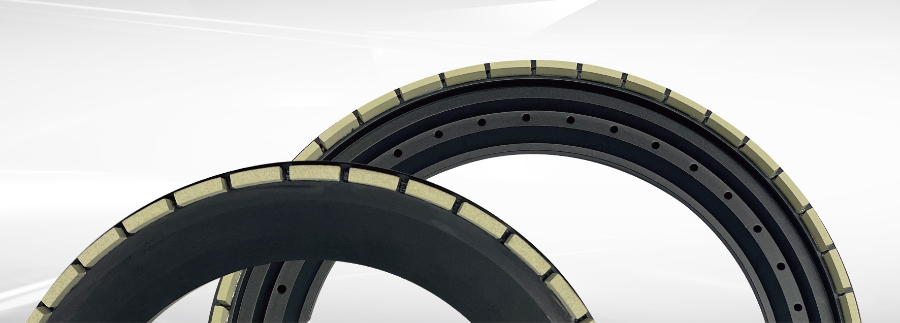
随着科技的不断进步,激光改质层减薄砂轮的技术也在不断发展。未来,激光改质技术将更加智能化和自动化,结合大数据和人工智能技术,能够实现对砂轮性能的实时监测和优化。此外,材料科学的进步也将推动激光改质层减薄砂轮的材料选择更加多样化,进一步提升其性能和适用范围。同时,环保和可持续发展将成为未来砂轮技术发展的重要方向,激光改质层减薄砂轮的低磨损特性将使其在环保方面具备更大的优势。随着市场需求的不断增加,激光改质层减薄砂轮的应用前景将更加广阔。碳化硅晶圆减薄砂轮,采用高性能陶瓷结合剂及“Dmix+”制程工艺,为第三代半导体材料加工提供高效的方案。SiC晶圆磨削砂轮注意事项

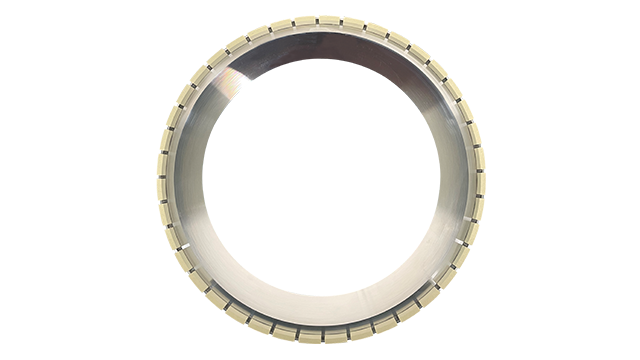
江苏优普纳科技有限公司的碳化硅晶圆减薄砂轮,以其优越的低损耗特性,为客户节省了大量的成本。其独特的多孔显微组织调控技术,使得砂轮在高磨削效率的同时,磨耗比极低。在实际应用中,6吋SiC线割片的磨耗比只为15%,而8吋SiC线割片的磨耗比也只为35%。这意味着在长时间的加工过程中,砂轮的磨损极小,使用寿命更长。低损耗不只体现在砂轮本身的使用寿命上,还体现在加工后的晶圆表面质量上,损伤极小,进一步提升了产品的性价比,助力优普纳在国产化替代进程中占据优势。高性能砂轮标准优普纳碳化硅晶圆减薄砂轮,以高精度、低损耗,成为国产碳化硅减薄砂轮市场的先行者 推动产业技术升级。

江苏优普纳科技有限公司:5G基站氮化镓(GaN)器件对晶圆表面质量要求极高,江苏优普纳科技有限公司的砂轮通过超精密磨削工艺实现Ra≤3nm的镜面效果。某通信设备制造商采用优普纳砂轮加工6吋GaN衬底,精磨磨耗比120%,TTV≤2μm,芯片良率从88%提升至95%,单月产能突破10万片。这一案例验证了国产砂轮在高频、高功率半导体领域的可靠性与竞争力。江苏优普纳科技有限公司专业生产砂轮,品质有保证,欢迎您的随时致电咨询,为您提供满意的产品以及方案。
江苏优普纳科技有限公司的非球面微粉砂轮具备一系列令人瞩目的产品特性,使其在激烈的市场竞争中脱颖而出。首先是超高的磨削精度,通过对磨粒粒度的精确筛选与排布控制,以及结合剂性能的优化,砂轮能够实现纳米级别的磨削精度。在加工非球面镜片时,可将表面粗糙度控制在极低水平,面型精度达到亚微米级,满足光学领域对镜片质量的严苛要求。其次是出色的耐磨性,选用的品质高磨粒,如针对不同光学材料特性定制的金刚石微粉磨粒,具有极高的硬度和化学稳定性。在长时间、强度高的磨削作业中,磨粒能保持自身形状与锋利度,相比传统砂轮,明显延长了使用寿命,减少了砂轮的更换频率,提高了生产效率,降低了生产成本。再者,砂轮具有良好的自锐性,在磨削过程中,当磨粒磨损到一定程度,结合剂能够及时释放磨粒,新的锋利磨粒迅速接替工作,维持稳定的磨削效率,避免因磨粒钝化导致加工质量下降。同时,优普纳的非球面微粉砂轮还具备优良的散热性能,在高速磨削产生大量热量的情况下,能有效将热量传导出去,减少热变形对工件精度的影响,全方面保障加工过程的稳定性与产品质量的可靠性。通过优化砂轮的基体设计,优普纳产品有效减少加工过程中的振动,提升加工精度,增强冷却效果 延长使用寿命。
在科技飞速发展的如今,精磨减薄砂轮行业的技术创新日新月异,江苏优普纳科技有限公司始终走在技术创新的前沿。在结合剂技术方面,公司取得了重大突破。如研发的用于半导体晶圆减薄砂轮的微晶玻璃结合剂,其软化温度较低,却具备较高的强度和润湿性。这种结合剂能够更好地把持磨粒,同时在磨削过程中,由于其独特的物理化学性质,能使磨粒在合适的时机实现自锐,明显提升了砂轮的磨削性能和使用寿命。在磨粒制备技术上,优普纳针对不同的加工材料,研发出了一系列定制化的磨粒。例如,对于硬度极高的第三代半导体材料,通过优化金刚石磨粒的粒径、形状和表面处理工艺,使其在磨削过程中能够更高效地切入材料,减少磨削力,降低工件表面损伤风险。此外,在砂轮制造工艺上,引入先进的自动化生产设备和精密检测技术,实现了对砂轮制造过程的全程精确控制,确保每一片砂轮都具有稳定且优异的性能,不断推动精磨减薄砂轮技术向更高水平迈进,为行业发展注入新的活力。在6吋和8吋SiC线割片的加工中,优普纳砂轮均能保持稳定性能,无论是粗磨还是精磨,达到行业更高加工标准。减薄工艺砂轮测试
优普纳碳化硅晶圆减薄砂轮,以高性能陶瓷结合剂和“Dmix+”制程工艺为基础,不断优化产品性能。SiC晶圆磨削砂轮注意事项
随着碳化硅功率器件在新能源汽车中的普及,优普纳砂轮已成功应用于多家头部车企的芯片供应链。例如,某800V高压平台电驱模块的SiC晶圆减薄中,优普纳30000#砂轮精磨后Ra≤3nm,TTV≤2μm,芯片导通损耗降低15%。客户反馈显示,国产砂轮在加工一致性与成本控制上远超进口竞品,单条产线年产能提升30%,为车规级芯片国产化奠定基础。江苏优普纳科技有限公司专业生产砂轮,品质有保证,欢迎您的随时致电咨询,为您提供满意的产品以及方案。SiC晶圆磨削砂轮注意事项

- 第三代砂轮大概多少钱 2025-07-10
- 第三代砂轮优势 2025-07-09