
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 类型
- 自定心虎钳,组合虎钳,快动虎钳
- 通用特性
- 高精度,强力,模块,精密
- 适用机床
- 车床,铣床,钻床,镗床,磨床,组合机床,加工中心
- 动力类型
- 机械传动
- 虎钳精度
- 精密型
- 是否库存
- 是
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
ZERO CLAMP是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率,当合理使用这样的系统时,可以很好解决现在我们在单件小批量生产或多品种小批量生产时候的自动化生产。属于常锁机构,通气时打开,断气锁死。当给ZERO CLAMP通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠。从而实现快速精确定位和夹紧。伴随现在不同行业进行智能制造生产的实践,产生了各种各样的ZERO CLAMP。多工位虎钳韧性好,稳定。东莞强力多工位虎钳批发价
多工位虎钳
多工位虎钳对精度有什么样的要求?1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。东莞强力多工位虎钳批发价工件在多工位虎钳上按装固定时,工件放置的位置要适当。
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线垂直或平行:加工较精密的工件时,可用百分表对固定钳口位置进行精校正。校正时,将磁性表座吸在横梁导轨面上,安装百分表,使表的测量杆与固定钳口铁平面垂直,测量触头触到钳口铁平面,测量杆压缩0.3—0.5mm,纵向移动工作台,观察百分表读数,在固定钳口全长内一致,则固定钳口与铣床主轴轴线垂直。轻轻用力紧住钳体,进行复检合格后,用力紧固钳体。用划针校正固定钳口与铣床主轴轴线垂直:加工较长的工件,固定钳口一般采用与铣床主轴轴线垂直安装,此时可用划针校正。将划针夹持在铣刀杆垫圈间,使划针针尖靠近固定钳口铁平面,纵向移动工多工位虎钳作台,观察并调整多工位虎钳位置使划针针尖与固定钳口铁平面的缝隙大小均匀,在钳口全长范围内一致,固定钳口就与铣床主轴轴线垂直,紧固钳体后,须再进行复检,以免紧固时发生位移。用划针校正的方法精度较低,常用于粗校正。
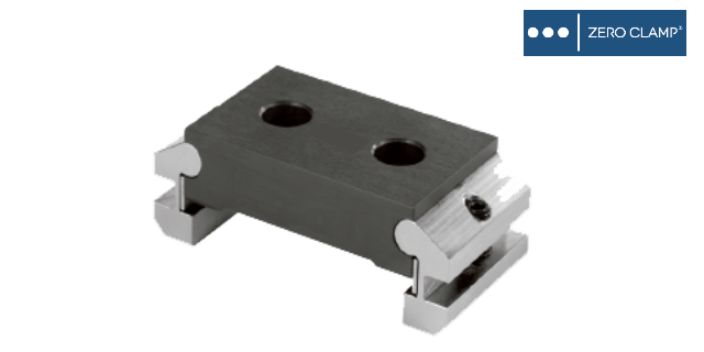
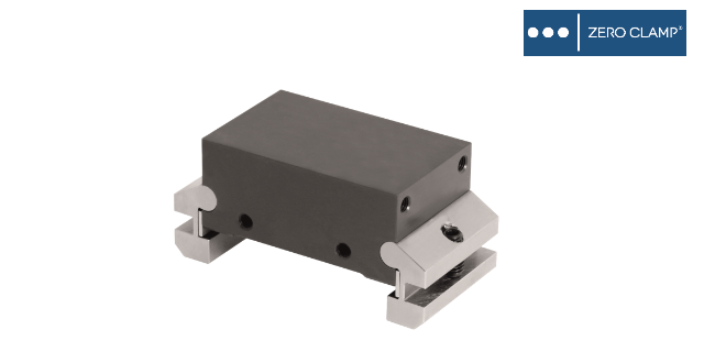
多工位虎钳是一种标准夹具,类似于虎钳,指一个虎钳可同时装夹多个零件。在自动化机床上下料的时代,企业对于手动夹紧装置的需求也从未改变。多工位虎钳是一种多用途工具,可用于夹持毛坯材料、板材或型材件,预紧和无间隙的中心轴承和额外安装的滑块确保重复精度高达±0.01mm,KSC夹持深度小(3mm),能够在夹持系统中进行一次装夹,多面加工。集成排屑出口和特殊保护的主轴可提供较大的工艺安全性。虎钳密封性好,采用双重密封,中心采用双面轴承定心,操作轻便,定心精度极高(±0.01mm)。 虎钳有固定式和回转式两种。
解决虎钳装夹转动轴定位不准的方法:夹具底板的左、右上端设有与夹具底板长度方向平行的左、右滑槽,顶紧尾座与左滑槽相配合。从而可实现固定尾座、顶紧尾座分别沿着滑槽的方向调节固定尾座、顶紧尾座之间的距离,以适应不同尺寸的传动轴进行键槽的加工。固定尾座包括固定尾座头顶、固定尾座支块和长定位块,长定位块卡装在右滑槽内,利用固定尾座头顶在工业机器人传动轴的端面中心孔处,再与顶紧尾座相配合,即可实现对工业机器人传动轴的轴向定位,利用长定位块与右滑槽的配合,可根据实际长度调整距离。多工位虎钳主体一体成型,韧性好,稳定。东莞强力多工位虎钳批发价
现代化的生产对多工位虎钳有着更高的要求。东莞强力多工位虎钳批发价
多工位虎钳装配图的作用与内容:装配图的作用,装配图是表示部件(机器)各组成部分的连接、装配关系的图样。装配图在机械设计及制造过程中的地位的作用。在生产过程中,装配图是制定机器或部件装配工艺规程、装配、检验、安装和维修的依据,是生产和技术交流中重要的技术文件。装配图的内容:一组视图会有哪些信息:部件由哪些的零件组成,各零件之间的位置、装配关系,部件的工作原理,零件的关键结构和形状,与其他部件的安装关系。东莞强力多工位虎钳批发价
多工位虎钳中装夹工件的注意事项?(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(4)、刚性不足的工件需要支实,以免夹紧力使工件变形。多工位虎钳的使用方法多种多样。四川高精度多工位虎钳批发价多工位虎钳 多工位虎钳的使用和维护:夹:夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。力:强力作用时应尽...
- 常用多工位虎钳批发 2024-02-22
- 西安多工位虎钳设计 2024-02-21
- 京津高精度多工位虎钳批发价 2024-02-08
- 上海多工位虎钳要多少钱 2024-02-07
- 嘉兴常用多工位虎钳批发 2024-02-06
- 河南多工位虎钳经销商 2024-02-02
- 高夹持力多工位虎钳市场价 2024-01-29
- 四川高刚性多工位虎钳批发 2024-01-23
- 浙江多工位虎钳生产 2024-01-21
- 上海多工位虎钳厂家直销 2024-01-19



- 山西多工位虎钳研发 2024-01-13
- 南京大型多工位虎钳批发价 2024-01-11
- 长沙零点多工位虎钳批发 2024-01-08
- 东莞强力多工位虎钳批发价 2024-01-04
- 陕西小型多工位虎钳批发 2024-01-04
- 陕西模块化多工位虎钳批发价 2023-12-29





- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21