
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 类型
- 自定心虎钳,组合虎钳,快动虎钳
- 通用特性
- 高精度,强力,模块,精密
- 适用机床
- 车床,铣床,钻床,镗床,磨床,组合机床,加工中心
- 动力类型
- 机械传动
- 虎钳精度
- 精密型
- 是否库存
- 是
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
使用多工位虎钳铣削长形工件时,可用二个虎钳装夹工件,避免由于工件伸出太长,加工中引起振动。铣削时,应使水平铣削力的方向指向虎钳固定钳口。在工件精度要求较高时,如果虎钳的精度较低,可以在工件与钳口之间(水平与垂直方向)垫放适当厚度的纸片或薄铜片,以提高工件在多工位虎钳里的安装精度。工件被加工表面应高出多工位虎钳钳口,以免铣坏钳口或损坏铣刀。如工件低于钳口平面,可在工件下面垫放适当厚度的平行垫铁。在夹紧工件过程中,应用铜榔头或木榔头轻轻敲击工件,使工件紧密贴合在平行垫铁上,以用手不能轻易推动平行垫铁为适宜。当工件的一面是已加工表面而另一面是毛坯面或者两夹紧面不平行时,可将已加工表面贴在固定钳口上作基准面。另外在活动钳口与工件毛坯表面之间增添一个圆棒或一块挤板,即可使工件夹紧牢固又能保证被铣削平面垂直于基准面。在清理多工位虎钳之前,首先要注意用多工位虎钳组装哪些零件。陕西固定式多工位虎钳厂家供应
多工位虎钳
气动多工位虎钳又名气动平口钳 、气动老虎钳、 气动台虎钳等,是一种适用于双轴复合机、CNC加工中心、铣床、钻床等大批量生产加工所使用的快速夹具。气动多工位虎钳有省时、省力、高效快捷等特性,大幅度降低生产过程中的劳动强度,提高生产效率,可根据需要,做适用自己的产品夹模安装在钳口上。多工位虎钳主要由气缸、钳身、钳口滑块、导向轴、调节螺母等构成。气动虎钳一定要牢固地固定在工作台上,两个压紧螺钉必须扳紧,在加工使用时没有松动现象,否则会损坏气动虎钳和影响加工。陕西固定式多工位虎钳厂家供应如何正确选择精密多工位虎钳?

多工位虎钳在钳台上安装时,必须使固定钳身的工作面处于钳台边缘以外,以保证夹持长条形工件时,工件的下端不受钳台边缘的阻碍。回转底座的中间孔应该朝里边,这样钳工桌更受力,不至于压坏钳工桌。在钳桌装上多工位虎钳后操作者工作时的高度比较合适,一般多以钳口高度恰好与肘齐平为宜,即肘放在多工位虎钳高点半握拳,拳刚好抵下颚,钳桌的长度和宽度则随工作而定。(1) 夹紧工件时要松紧适当,只能用手板紧手柄,不得借助其他工具加力。(2)强力作业时,应尽量使力朝向固定钳身。(3) 不许在活动钳身和光滑平面上敲击作业。(4) 对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。
平时多工位虎钳需要经常维护,才能延长使用寿命。多工位虎钳的使用和维护:夹:夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。力:强力作用时应尽量使力朝向固定的钳身。敲:不要在活动钳身的光滑表面上敲击作业,以防破坏它与固定钳身的配合性能。油:对丝杆。螺母等活动表面。应经常清洗润滑以防止生锈。砂轮机:砂轮的旋转方向应正确,使磨箫方下飞离砂轮,而不致伤人。砂轮起到后应观察运转情况,待转速正常后再进行磨削。磨削时,不要对砂轮施加过大的压力,以免磨削件打滑伤人,或因发生剧烈的撞击引起砂轮碎裂。磨削过程中。操作者应站在砂轮的侧面或对面,而不要站在砂轮的正对面。砂轮磨削面必须经常修整,以使砂轮的外圆及端面没有明显的跳动。拧紧调整螺钉,保持砂轮机的托架与砂轮间的距离在3MM以内,以防止磨削件扎入,造成事故。砂轮机用完后,应立即关掉电源。多工位虎钳钳口怎么进行矫正?

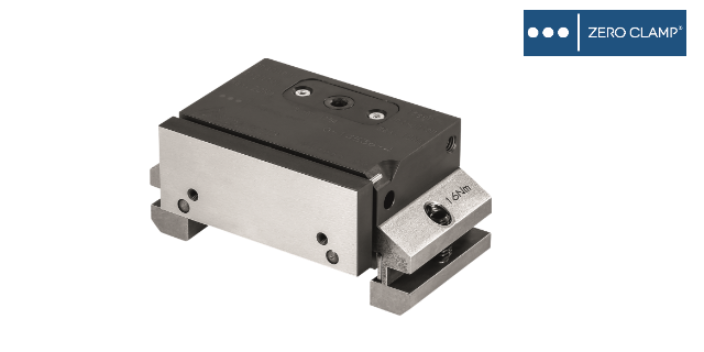
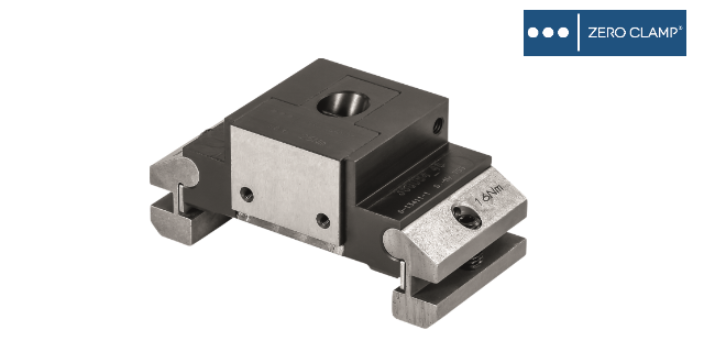
多工位虎钳适用于高级CNC,具有精度高、重量轻、夹持范围大和操作灵活的特点,可实现定位和夹紧一步到位,多工位虎钳卡爪可握紧轮廓复杂的工件。只需轻松地更换卡爪,即可加工不同轮廓的工件。重复定位精度为0.02mm以内。在SL虎钳上实现多工件同时装夹,整体构建高度低,通过几颗拉钉便可配合使用在Zero Clamp零点定位系统上。SL虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。它也是坐标测量仪的理想伴侣。电火花线切割,即使在电解质中也能保证功能。德国ZERO CLAMP多工位虎钳由三个模块化部分组成。陕西固定式多工位虎钳厂家供应
多工位虎钳的使用方法多种多样。陕西固定式多工位虎钳厂家供应
多工位虎钳夹装钢件要注意什么问题?多工位虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。多工位虎钳用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。陕西固定式多工位虎钳厂家供应
多工位虎钳中装夹工件的注意事项?(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(4)、刚性不足的工件需要支实,以免夹紧力使工件变形。多工位虎钳的使用方法多种多样。四川高精度多工位虎钳批发价多工位虎钳 多工位虎钳的使用和维护:夹:夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。力:强力作用时应尽...
- 常用多工位虎钳批发 2024-02-22
- 西安多工位虎钳设计 2024-02-21
- 京津高精度多工位虎钳批发价 2024-02-08
- 上海多工位虎钳要多少钱 2024-02-07
- 嘉兴常用多工位虎钳批发 2024-02-06
- 河南多工位虎钳经销商 2024-02-02
- 高夹持力多工位虎钳市场价 2024-01-29
- 四川高刚性多工位虎钳批发 2024-01-23
- 浙江多工位虎钳生产 2024-01-21
- 上海多工位虎钳厂家直销 2024-01-19



- 山西多工位虎钳研发 2024-01-13
- 南京大型多工位虎钳批发价 2024-01-11
- 长沙零点多工位虎钳批发 2024-01-08
- 东莞强力多工位虎钳批发价 2024-01-04
- 陕西小型多工位虎钳批发 2024-01-04
- 陕西模块化多工位虎钳批发价 2023-12-29





- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21