
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 类型
- 自定心虎钳,组合虎钳,快动虎钳
- 通用特性
- 高精度,强力,模块,精密
- 适用机床
- 车床,铣床,钻床,镗床,磨床,组合机床,加工中心
- 动力类型
- 机械传动
- 虎钳精度
- 精密型
- 是否库存
- 是
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
使用虎钳装夹工件的注意事项:铣削长形工件时,可用二个虎钳装夹工件,避免由于工件伸出太长,加工中引起振动。铣削时,应使水平铣削力的方向指向虎钳固定钳口。在工件精度要求较高时,如果虎钳的精度较低,可以在工件与钳口之间(水平与垂直方向)垫放适当厚度的纸片或薄铜片,以提高工件在虎钳里的安装精度。工件被加工表面应高出钳口,以免铣坏钳口或损坏铣刀。如工件低于钳口平面,可在工件下面垫放适当厚度的平行垫铁。在夹紧工件过程中,应用铜榔头或木榔头轻轻敲击工件,使工件紧密贴合在平行垫铁上,以用手不能轻易推动平行垫铁为适宜。当工件的一面是已加工表面而另一面是毛坯面或者两夹紧面不平行时,可将已加工表面贴在固定钳口上作基准面。另外在活动钳口与工件毛坯表面之间增添一个圆棒或一块挤板,即可使工件夹紧牢固又能保证被铣削平面垂直于基准面。如何正确选择高精密多工位虎钳?四川多工位虎钳哪家正规
多工位虎钳
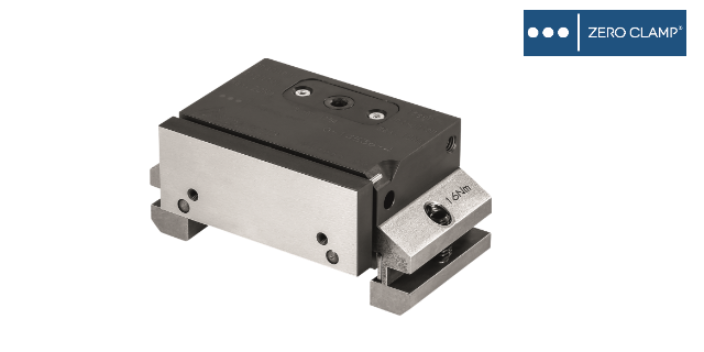
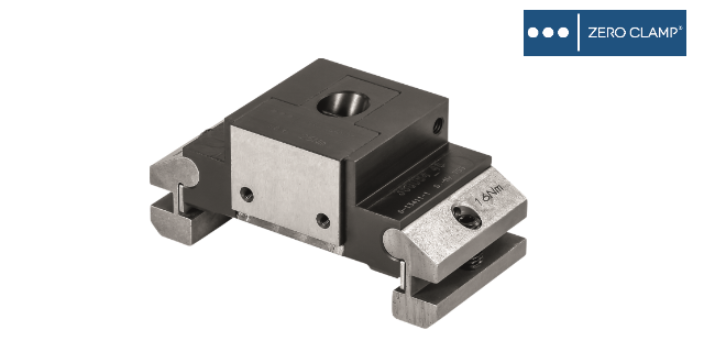
多工位虎钳是一种标准夹具, 类似于虎钳,指一个虎钳可同时装夹多个零件。虎钳是用来夹持工件。其规格以钳口的宽度来表示,常用的有100、125、150mm等。虎钳有固定式和回转式两种 。高精密钳的结构与普通钳结构类似,都是一个钳身、固定钳口、活动钳口、传动丝杆、螺母构成的,只不过是相关零件的精度更高,配合更紧密。结构原理和精度没有必然的关系。再现性和一致性。两次装夹定位精度在0.02毫米以内。精密钳的钳口与导轨的垂直度在0.005以内,台钳各个使用面的形位公差不超过0.01。四川多工位虎钳哪家正规加工中心根据立式、卧式的不同,生产方法及多工位虎钳的安装方法等可能会有所差异。
多工位虎钳的注意事项和特点:(1)为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(2)为了能装夹得牢固,防止刨削时工件松动,必须把比精密多工位虎钳较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。精密多工位虎钳、刚性不足的:工件需要支实,以免夹紧力使工件变形。
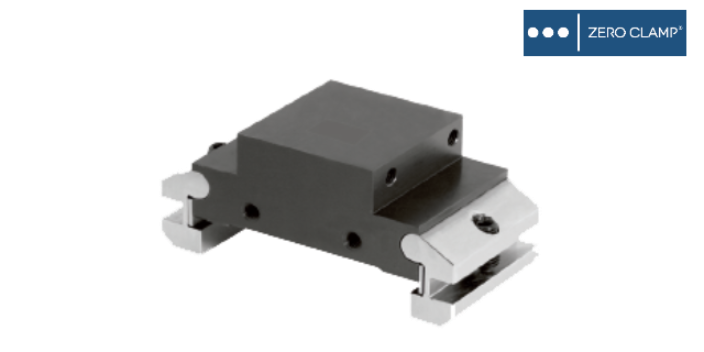
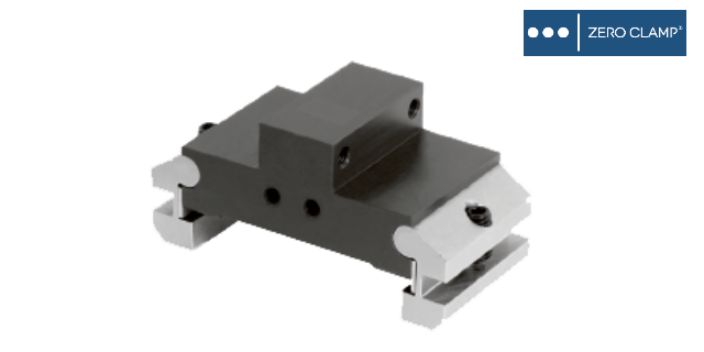
Zero Clamp多工位虎钳的虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。多个虎钳实现大型工件的装夹。虎钳同样可以通过T型槽或螺纹孔固定在工作台上。特殊工件的装夹(浇铸件,火花切割件)。虎钳配合带活动功能的上置钳口,对曲面,不对称轮廓工件实现装夹。特别是当虎钳固定在单个夹紧盘上时,装夹的性能得到了进一步提升。工件用挡块限位,下方的两个虎钳固定工件的两端,中间的两个虎钳对工件实现辅助夹紧。使得工件在加工过程中更加稳定。多工位虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高。
多功能精密多工位虎钳使用要点:1,我们必须处理,以确保工件夹紧颚较高,如果没有,你需要使用工件垫垫。2,在铁口和钳口上粘贴一个相对光滑的平行面,这样可以保证卡的牢固性,防止刨削过程中工件的移动。3、前处理,同时检查工件是否牢固,是否拧紧,如果工件与垫铁之间是不好的工作,它需要重新安装。4,工件的刚性部分需要支撑,以避免扁嘴夹紧时工件的变形或破损。机器安全操作钳包括各个方面,始终在运行的项目中一定要非常小心,避免发生安全事故。多工位虎钳的使用方法多种多样。四川多工位虎钳哪家正规
精密多工位虎钳是铣床和钻床的随机附件。四川多工位虎钳哪家正规
ZERO CLAMP多工位虎钳安装的必要性:在对选用多种加工工艺的设备进行换装时,零点方位会在各设备上产生“漂移”。在测量设备上(相同设有卡盘)的中心查验是或许的,这是由于工件无需从头校准。即可精 确 地定位在加工设备上。即使是在长时间加工一个工件时,也能够随时中断加作业业在中心刺进一项新的急迫的加工任务。NC程序能够分为若干个有意义的进程,例如工件能够在晚_上被夹紧。在夜间再承受切开加工(裸装)。到了次日早班开始时,榜首段程序即已完成。能够从设备上取下工件。在白日能够处理加工时间较短的加作业业。到了晚上,在无需换装的情况下,又能够开始“耗时长”的加工任务了。由此,能够取得额外的加工能力,加工设备无需多日接连被加工时间长的工件所占用。因此,能够清楚看出,经过零点夹持系统对设备进行有意义的加装补偿,能够更好地使用现有的加工资源。四川多工位虎钳哪家正规
泽柔自动化技术(杭州)有限公司成立于2021-03-25年,在此之前我们已在ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司主要经营ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳,公司与ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司与行业上下游之间建立了长久亲密的合作关系,确保ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。泽柔自动化技术(杭州)有限公司以诚信为原则,以安全、便利为基础,以优惠价格为ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳的客户提供贴心服务,努力赢得客户的认可和支持,欢迎新老客户来我们公司参观。
多工位虎钳中装夹工件的注意事项?(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(4)、刚性不足的工件需要支实,以免夹紧力使工件变形。多工位虎钳的使用方法多种多样。四川高精度多工位虎钳批发价多工位虎钳 多工位虎钳的使用和维护:夹:夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。力:强力作用时应尽...
- 常用多工位虎钳批发 2024-02-22
- 西安多工位虎钳设计 2024-02-21
- 京津高精度多工位虎钳批发价 2024-02-08
- 上海多工位虎钳要多少钱 2024-02-07
- 嘉兴常用多工位虎钳批发 2024-02-06
- 河南多工位虎钳经销商 2024-02-02
- 高夹持力多工位虎钳市场价 2024-01-29
- 四川高刚性多工位虎钳批发 2024-01-23
- 浙江多工位虎钳生产 2024-01-21
- 上海多工位虎钳厂家直销 2024-01-19



- 山西多工位虎钳研发 2024-01-13
- 南京大型多工位虎钳批发价 2024-01-11
- 长沙零点多工位虎钳批发 2024-01-08
- 东莞强力多工位虎钳批发价 2024-01-04
- 陕西小型多工位虎钳批发 2024-01-04
- 陕西模块化多工位虎钳批发价 2023-12-29





- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21