- 品牌
- 京雕
- 培训机构
- 京雕
在轨道交通蓬勃发展之际,车辆零部件的质量与精度直接关联运行安全。三轴数控加工担起关键职责,像高铁车轮、车轴这类中心部件,不容丝毫差错。加工车轮时,三轴数控机床精细控制刀具,沿 X、Y、Z 轴协同运动,先是粗铣去除大量毛坯余量,再精铣踏面、轮缘,严格把控尺寸精度,使其契合轨道超高要求,保障列车高速平稳运行时不脱轨、少磨损。车轴加工更为精细,数控系统依钢材特性优化切削参数,车削、铣削无缝衔接,保证圆柱度、同轴度等形位公差极小,历经探伤检测也毫无瑕疵,经三轴数控打造的质量零部件,为轨道交通的可靠性筑牢根基,护送万千旅客安全抵达目的地。

随着新能源产业蓬勃发展,电池极片的生产效率与质量至关重要,三轴数控在此大显身手。锂电池的正极片、负极片需均匀涂覆活性物质,且极耳焊接部位精度影响导电性能。三轴数控设备先精细铣削出极片的标准外形,确保尺寸一致;再利用特殊刀具在极片边缘高速加工出极耳,切口整齐、位置精细,方便后续焊接。加工过程中,数控系统实时监测刀具磨损,自动调整切削力,避免刮伤极片基材;搭配自动化上料、收料系统,实现连续化大规模生产,提升新能源电池生产效率与良品率,推动行业迈向高效制造。

三轴数控在面对难加工材料时,需采用特定的切削策略。像钛合金、镍基合金等材料,具有强度、高硬度和低热导率等特性,这给加工带来了巨大挑战。首先,在刀具选择上,倾向于使用具有高硬度和耐磨性的硬质合金刀具或陶瓷刀具,并结合合适的涂层,如氮化钛涂层,以提高刀具的切削性能和耐热性。其次,切削参数的设定至关重要。由于难加工材料切削时产生的热量大且不易散发,所以要采用较低的切削速度,同时适当提高进给量和切削深度,以保证切削的稳定性和效率。例如,在加工钛合金零件时,主轴转速可能控制在较低范围,而进给量则根据刀具和零件的具体情况进行精细调整。此外,还需采用有效的冷却润滑方式,如高压冷却系统或微量润滑技术,及时带走切削热,减少刀具磨损和工件热变形,确保三轴数控能够顺利完成对难加工材料的加工任务。
在智能硬件蓬勃发展的当下,三轴数控加工成为不可或缺的关键技术。以智能手表的表壳与内部精密结构件为例,其尺寸小巧却蕴含复杂设计,对精度要求近乎苛刻。三轴数控机床利用 X、Y、Z 轴联动,精细把控刀具走向。加工表壳时,先通过高速铣削将外形雕琢得圆润顺滑,再细致地切削出按键孔、传感器安装位等细微之处,公差可精细控制在微米级,保证表壳严丝合缝、美观精致。对于内部结构件,像微型齿轮、传动轴,三轴数控能够在一次装夹中完成车削、铣削复合操作,避免多次装夹产生的累积误差,大幅提升零件的同心度与啮合精度,让智能手表运转流畅、计时精细,有力推动智能硬件向小型化、高性能化迈进。

5G 通信浪潮正席卷全球,基站设备需求暴增,三轴数控有力推动其高效生产。基站天线阵子、滤波器腔体等关键部件,精度影响信号收发质量。加工天线阵子,三轴数控依电磁仿真数据,精细铣削出复杂形状,保障谐振频率精细;滤波器腔体制造更为关键,需在金属块上雕琢细密内部结构与高精度连接面,数控系统采用微小步距插补算法,指挥刀具细腻切削,保证密封性与滤波特性。配合自动化生产线,机床不停歇作业,减少人工干预误差,快速产出高质量基站设备,加速 5G 网络覆盖,让信息沟通零时差。
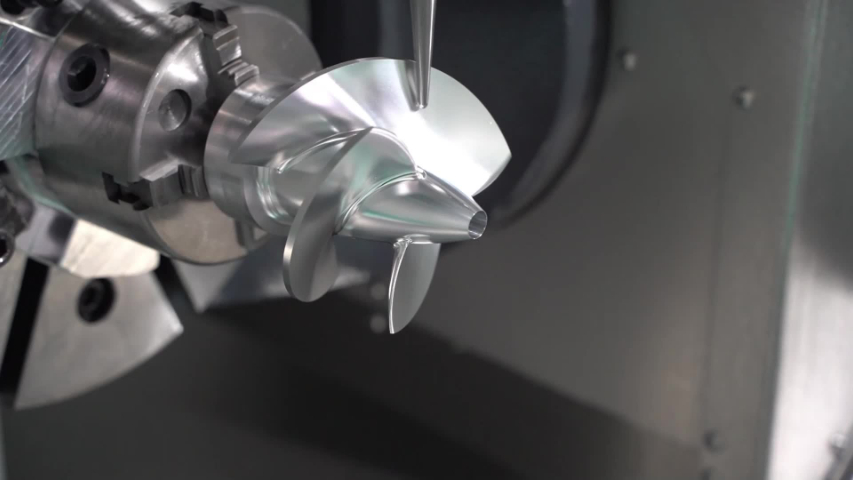
三轴数控使车铣复合机床在模具制造中雕琢出精确的型腔。江门教学三轴培训机构
三轴数控编程是实现高质量加工的主要环节。编程时需要深入理解零件的几何形状、加工工艺要求以及机床的运动特性。首先,合理选择编程坐标系,确保与机床坐标系的准确对应,便于后续的坐标计算和程序调试。例如,对于回转体零件,常以其轴线为 Z 轴建立坐标系。其次,刀具路径规划至关重要。在加工复杂曲面时,采用合适的曲面加工策略,如等高线加工、扫描线加工等,能够在保证精度的同时提高加工效率。同时,要注意刀具半径补偿的正确应用,根据刀具实际半径及时调整补偿值,避免过切或欠切现象。此外,在编写程序时还应考虑加工过程中的切削液开启关闭、主轴转速和进给速度的动态调整等辅助指令,以适应不同的加工阶段和工况。通过不断积累编程经验和学习先进的编程技术,能够充分发挥三轴数控机床的加工潜力。
- 肇庆京雕三轴价格 2025-06-01
- 潮州编程三轴培训机构 2025-06-01
- 三轴机床 2025-05-31
- 广东数控三轴培训机构 2025-05-31
- 汕尾调机三轴一体机 2025-05-31
- 什么是三轴培训机构 2025-05-31