- 品牌
- 科瑞
- 型号
- SZKR
原料气中的硫、氯等杂质会导致甲醇制氢催化剂中毒失活,严重影响装置的稳定运行。因此,研发抗中毒催化剂成为研究热点。科研人员通过对催化剂表面进行修饰,引入抗中毒组分,提高催化剂对杂质的抗性。例如,在铜基催化剂中添加稀土元素,可增强催化剂的抗硫性能。某炼油厂在甲醇制氢装置中采用抗硫型铜基催化剂,有效抵御了原料气中微量硫的0,保证了催化剂的长期稳定运行。抗中毒催化剂的开发,提高了甲醇制氢工艺对原料气的适应性,降低了对原料气预处理的要求,为甲醇制氢技术在复杂工况下的应用提供了保障。氢能利用的理想状态是“绿氢”。贵州新能源甲醇制氢催化剂

车载甲醇裂解制氢技术为燃料电池汽车提供了一种高能量密度储氢方案。系统集成度是关键瓶颈,某企业研发的微型反应器体积*0.15m³,重量85kg,通过微通道反应技术将甲醇转化率提升至92%,氢气产率达0.8Nm³/min。热管理方面,采用相变材料储热系统,将启动时间从30分钟缩短至8分钟,同时降低寄生功耗40%。耐久性测试表明,在-30℃至60℃温域内,系统可稳定运行5000小时,催化剂活性衰减率低于5%。经济性分析显示,当甲醇加注价格降至6元/kg时,百公里氢耗成本可控制在28元,较高压储氢方案降低35%。河北节能甲醇制氢催化剂科瑞甲醇制氢催化剂,创新科技的结晶品。
甲醇裂解制氢项目的经济性取决于原料成本、装置规模及氢气售价三重因素。以年产5000吨氢气装置为例,当甲醇价格2500元/吨时,完全成本约为1.8元/Nm³,其中原料占比65%、能耗20%、折旧15%。敏感性分析显示,甲醇价格每上涨10%,制氢成本增加0.12元/Nm³。规模效应,1000Nm³/h装置单位投资成本为1.2万元/Nm³,而50000Nm³/h装置可降至0.8万元/Nm³。对比电解水制氢(3.5元/Nm³)和天然气重整(2.2元/Nm³),甲醇裂解在分布式场景中更具竞争力。某加氢站项目测算表明,当氢气售价35元/kg时,投资回收期*需3.2年,内部收益率达22%。
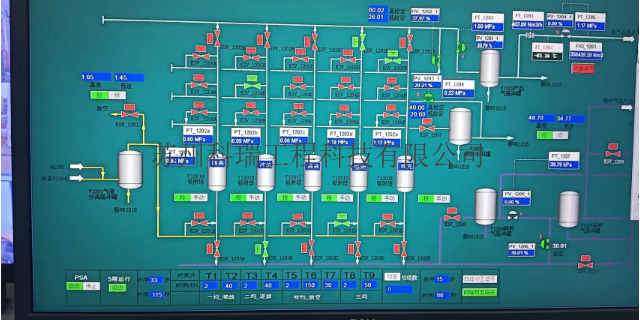
甲醇裂解制氢装置的安全管理需覆盖原料储运、反应过程控制及尾气处理全链条。甲醇蒸气与空气混合极限为6-36.5%(V/V),需采用氮封系统和可燃气体检测报警仪(LEL)实现双重防护。反应器超温是主要风险源,通过在催化剂床层布置12组热电偶,配合紧急冷却系统(喷淋脱盐水),可将飞温事故响应时间缩短至2秒内。尾气处理方面,采用催化燃烧法将未转化甲醇和CO氧化为CO₂,VOCs排放浓度可控制在10mg/Nm³以下。国内已发布《甲醇制氢装置安全技术规范》(GB/T 38542-2020),对装置耐压等级、防爆区域划分及应急预案编制作出明确规定,推动行业安全水平***提升。甲醇蒸汽重整过程既可以使用等温反应系统。

随着氢能产业的快速发展,甲醇制氢作为一种具有成本优势的制氢方式,受到越来越多的关注,带动甲醇制氢催化剂市场需求持续增长。市场研究机构数据显示,预计未来五年,全球甲醇制氢催化剂市场规模将以年均 15% 的速度增长。在我国,“十四五” 规划对氢能产业的布局,进一步刺激了甲醇制氢项目的建设,催化剂市场前景广阔。各大催化剂生产企业纷纷加大研发和生产投入,以满足不断增长的市场需求。同时,行业竞争也日益激烈,企业需要不断提升产品质量和性能,以在市场中占据有利地位。目前世界大部分地区生产“蓝氢”的成本低于“绿氢”。江苏节能甲醇制氢催化剂
甲醇制氢催化,反应是放热反应,在接近230℃时,反应速度快.贵州新能源甲醇制氢催化剂
开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺安全性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和安全风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子企业采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。贵州新能源甲醇制氢催化剂

甲醇制氢技术的**在于催化剂对甲醇分子的活化与定向分解,这一过程涉及复杂的表面化学反应与电子转移机制。典型的甲醇制氢催化剂以铜基(Cu-Zn-Al)体系为主,其活性中心由纳米级铜颗粒提供,锌组分通过调变电子结构增强铜的抗烧结能力,而铝氧化物则作为载体提供高比表面积与机械强度。当甲醇蒸汽与催化剂表面接触时,首先通过物理吸附形成活化中间体,随后在铜活性位上发生C-O键断裂,生成一氧化碳与氢气前驱体。在此过程中,锌铝复合氧化物的酸碱位点协同作用,促进甲醇的脱氢与水解路径竞争,*终通过优化组分比例实现氢气选择性的大化(通常可达95%以上)。值得注意的是,催化剂的微观结构(如孔径分布、晶粒尺...
- 青海推广甲醇制氢催化剂 2025-07-04
- 贵州甲醇制氢催化剂供应商家 2025-07-04
- 天津天然气甲醇制氢催化剂 2025-07-04
- 四川高科技甲醇制氢催化剂 2025-07-04
- 福建资质甲醇制氢催化剂 2025-07-04
- 贵州新能源甲醇制氢催化剂 2025-07-04
- 福建天然气甲醇制氢催化剂 2025-07-04
- 青海甲醇制氢催化剂哪家好 2025-07-04
- 宁夏甲醇制氢催化剂供应商家 2025-06-20
- 内蒙古天然气甲醇制氢催化剂 2025-06-20



- 吉林自热式甲醇制氢催化剂 2025-06-20
- 四川甲醇制氢催化剂在哪里 2025-06-20
- 吉林小型甲醇制氢催化剂 2025-06-20
- 广西甲醇制氢催化剂怎么样 2025-06-20
- 湖南高科技甲醇制氢催化剂 2025-06-20
- 西藏甲醇制氢催化剂在哪里 2025-06-13



- 贵州甲醇制氢催化剂供应商家 07-04
- 贵州甲醇裂解制氢哪家好 07-04
- 天津天然气甲醇制氢催化剂 07-04
- 山西变压吸附天然气制氢设备 07-04
- 四川高科技甲醇制氢催化剂 07-04
- 北京节能天然气制氢设备 07-04
- 河南节能天然气制氢设备 07-04
- 河北定制天然气制氢设备 07-04
- 推广天然气制氢设备价格 07-04
- 福建资质甲醇制氢催化剂 07-04