- 品牌
- 美琪林新材料
- 型号
- 选购
- 类型
- 其他
标准化与质量控制体系陶瓷球行业建立了严格的质量控制体系。国际标准如 ISO 3290(轴承球精度)、ASTM C1242(陶瓷抗压强度)规范了产品性能指标,而国内标准 GB/T 308.1-2013 则对陶瓷球的尺寸公差、圆度等参数作出明确规定。头部企业通过激光测量技术将球径误差控制在 ±0.1μm 以内,表面粗糙度检测精度达纳米级。在认证方面,医疗用陶瓷球需通过 ISO 10993 生物相容性测试,而航空航天用球则需符合 AS9100D 质量管理体系认证。产业链协同与生态构建陶瓷球产业形成了从粉体、设备到应用的完整生态链。上游粉体企业如日本住友化学通过醇铝盐水解法生产 99.995% 纯度的氧化铝粉,支撑了**陶瓷球的研发。中游设备厂商如德国 Netzsch 开发的高精度研磨机,通过智能控制系统实现了陶瓷球的微米级加工。下游应用端,车企与陶瓷球厂商建立联合研发机制,如华为与中材高新合作开发的 800V 电机用陶瓷轴承,将产品开发周期缩短 40%。这种产业链协同模式推动了技术快速迭代和市场渗透。陶瓷球的电绝缘性在变频电机中防止电流泄漏,保障设备安全运行。江苏造粒陶瓷球成型方式

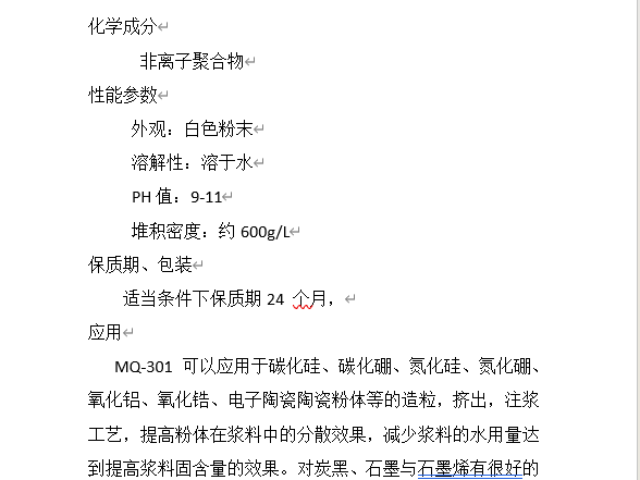
前沿技术创新图谱精密陶瓷球技术正经历四大突破:①智能陶瓷球——植入MEMS传感器实时监测应力/温度,传输数据至工业物联网平台;②梯度功能球——表面为0.2mm厚富硅层(硬度2300HV)抵抗磨损,芯部保留氮化硅基体(韧性6MPa·m¹/²)抗冲击;③自修复陶瓷——球体微胶囊含液态硅烷,裂纹扩展时释放并氧化为SiO₂填补缺陷;④4D打印中空球——通过拓扑优化实现50%轻量化,共振频率定制化设计。其中激光选区熔化(SLM)技术已实现直径0.1mm微球阵列制造,用于靶向给药机器人精细操控。浙江毛坯陶瓷球成型方式新能源汽车电机采用陶瓷球轴承,噪音降低 10 分贝,提升驾乘舒适性。

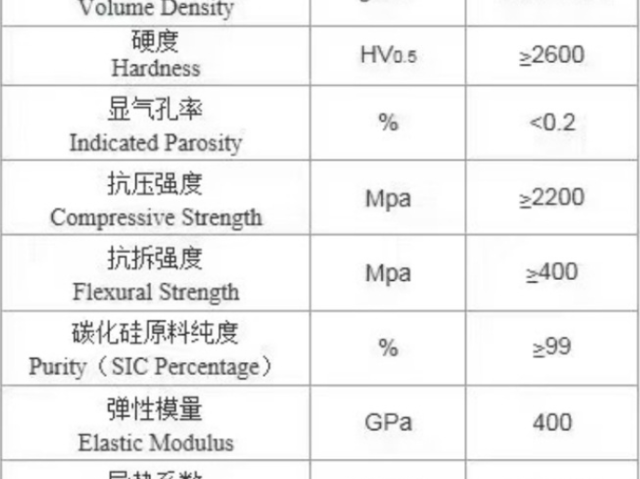
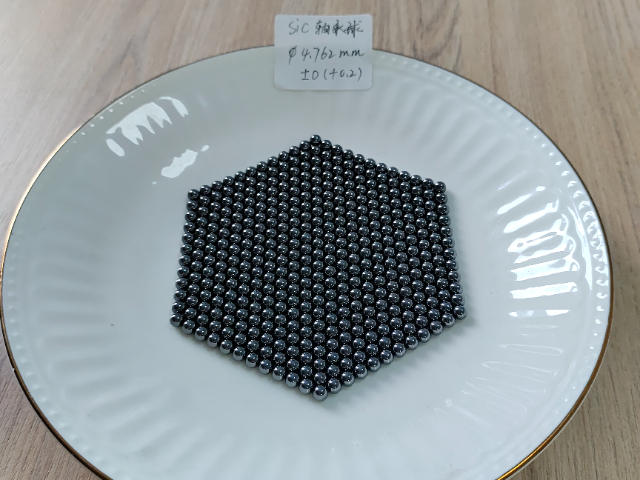
陶瓷球的工业化生产是材料科学与工程技术的深度融合。以氮化硅球为例,其粗磨工序需采用金刚石砂轮与铸铁导球板协同作用,通过动态压力控制实现微米级精度加工。氧化锆球的生产则引入微波烧结技术,利用电磁场激发材料内部介质损耗,使烧结温度降低 200℃以上,同时将晶粒尺寸控制在 0.5μm 以下,***提升产品韧性。碳化硅球的制备则需通过碳热还原法在电弧炉中合成粉体,再经热等静压工艺实现致密化,**终获得密度 3.15g/cm³、抗弯强度 15.5MPa 的高性能产品。这些工艺突破不仅提升了陶瓷球的力学性能,还通过数字化控制系统将良品率从 85% 提升至 97% 以上。
现代精密陶瓷球的制造已进入亚微米时代。直径25mm的氮化硅球经精密研磨后,球形误差≤0.08μm(相当于头发丝的1/800),表面粗糙度Ra<0.01μm,达到光学镜面级水准。实现该精度的**在于多阶闭环加工:粗磨阶段采用金刚石砂轮高效成型,半精磨引入磁性流体抛光技术消除亚表面损伤,终磨则采用化学机械抛光(CMP)实现原子级表面去除。更前沿的等离子辅助抛光(***)技术,利用活性离子束选择性蚀刻表面凸点,使球体圆度趋近理论完美值。此类超精球体在太空引力波探测器中的应用,支撑着4K公里臂长干涉测量中10⁻¹⁹米的位移分辨率。陶瓷球的电绝缘性可避免机器人关节电干扰,保障复杂电气环境下的稳定运行。

国际竞争与国产化进程全球陶瓷球市场呈现 “**垄断、中低端竞争” 的格局。日本东芝陶瓷、美国 Norton 等企业掌控着 90% 以上的**市场份额,而中国企业在中低端领域占据主导地位。近年来,国内企业通过技术突破逐步实现进口替代:中材高新的热等静压氮化硅球性能达到国际 Ⅰ 级标准,产品出口率从 2023 年的 30% 提升至 2024 年的 55%;力星股份与中科院合作开发的 G3 级陶瓷球,已进入特斯拉、比亚迪的供应链体系。预计到 2027 年,国产**陶瓷球的市场份额将突破 30%,打破国外长期垄断。凭借轻量化与优异化学稳定性,陶瓷球为轴承行业带来极端工况下的创新解决方案。贵州耐磨陶瓷球批发厂家
氧化锆陶瓷球的抗腐蚀性能在海水淡化设备中表现优异,降低维护成本。江苏造粒陶瓷球成型方式
陶瓷球的市场增长与区域格局全球陶瓷球市场呈现高速增长态势,2023 年市值达 5.9 亿美元,预计 2030 年将突破 9 亿美元,年复合增长率 6.19%。亚太地区成为增长引擎,占比从 2025 年的 42% 提升至 2030 年的 48%,中国凭借完整的产业链和政策支持,贡献了全球 45% 的产能。长三角地区形成从粉体制备到终端应用的产业集群,山东、江苏两省的氧化铝瓷球产能占全国 60% 以上,而江西、湖南则依托稀土资源发展氧化锆陶瓷球产业。欧美市场则聚焦**领域,美国在航空航天用氮化硅球领域保持技术**,德国在精密仪器用陶瓷球市场占据主导地位。江苏造粒陶瓷球成型方式
现代精密陶瓷球的制造已进入亚微米时代。直径25mm的氮化硅球经精密研磨后,球形误差≤0.08μm(相当于头发丝的1/800),表面粗糙度Ra<0.01μm,达到光学镜面级水准。实现该精度的**在于多阶闭环加工:粗磨阶段采用金刚石砂轮高效成型,半精磨引入磁性流体抛光技术消除亚表面损伤,终磨则采用化学机械抛光(CMP)实现原子级表面去除。更前沿的等离子辅助抛光(***)技术,利用活性离子束选择性蚀刻表面凸点,使球体圆度趋近理论完美值。此类超精球体在太空引力波探测器中的应用,支撑着4K公里臂长干涉测量中10⁻¹⁹米的位移分辨率。陶瓷球的生物惰性使其成为人工耳蜗植入体的理想材料,减少排异反应。上海轴承...
- 江苏陶瓷球设备 2025-06-27
- 北京定制陶瓷球批量定制 2025-06-27
- 碳化硼陶瓷球特性 2025-06-27
- 山西研磨陶瓷球性能 2025-06-27
- 贵州造粒陶瓷球分类 2025-06-26
- 湖南毛坯陶瓷球直销价格 2025-06-26
- 贵州碳化硅陶瓷球成型方式 2025-06-26
- 湖北造粒陶瓷球哪里有卖的 2025-06-26
- 陕西靠谱的陶瓷球性能 2025-06-26
- 湖南喷砂机陶瓷球直销价格 2025-06-25


- 吉林什么是陶瓷球直销价格 2025-06-24
- 北京耐腐蚀陶瓷球设备 2025-06-24
- 江苏造粒陶瓷球成型方式 2025-06-24
- 四川抛光陶瓷球服务热线 2025-06-24
- 广东抛光陶瓷球价格咨询 2025-06-23
- 四川什么是陶瓷球服务热线 2025-06-23




- 安徽非离子型粘结剂电话 06-27
- 重庆模压成型分散剂制品价格 06-27
- 陕西瓷砖粘结剂厂家批发价 06-27
- 江苏陶瓷球设备 06-27
- 广东液体分散剂哪里买 06-27
- 河北水性涂料润滑剂哪家好 06-27
- 福建陶瓷粘结剂原料 06-27
- 河北模压成型分散剂推荐货源 06-27
- 吉林特制分散剂技术指导 06-27
- 湖北石墨烯分散剂供应商 06-27