- 品牌
- 科瑞
- 型号
- SZKR
天然气制氢项目的经济性取决于原料成本、装置规模及碳价三重因素。以年产10万吨氢气装置为例,当天然气价格³时,完全成本约为³,其中原料占比70%、能耗18%、碳成本12%。敏感性分析显示,天然气价格每上涨10%,制氢成本增加³;碳价从50元/吨升至200元/吨时,成本增幅达³。规模效应,5万Nm³/h装置单位投资成本为³,而50万Nm³/h装置可降至³。对比煤制氢(³)和电解水制氢(³),天然气制氢在中等规模场景中更具竞争力。某炼化项目测算表明,当氢气售价³时,投资回收期*需,内部收益率达18%。 氢气的输运是氢能产业能否大规模应用的关键因素。推广天然气制氢设备设计
天然气制氢设备的技术创新聚焦高效化、低成本化和低碳化。在高效化方面,高温无机陶瓷透氧膜技术用于部分氧化制氢,可替代空分装置,降低氧气成本,使装置投资降低25-30%,生产成本降低30-50%。自热重整技术通过耦合放热与吸热反应,优化能量利用,解决催化剂床层热点问题。在低碳化方面,干重整技术利用CO₂与CH₄反应制氢,实现CO₂消纳,适用于高CO₂含量气源。此外,设备材料创新如微合金钢炉管的应用,提高了炉管强度和传热效率,降低了设备厚度和投资成本。湖南大型天然气制氢设备氢能作为各个能源之间的桥梁,正迎来重大发展机遇。.

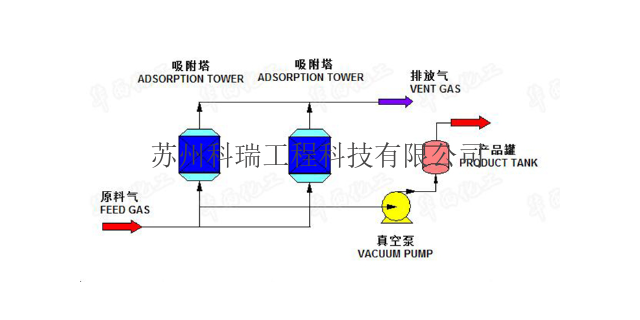
天然气制氢设备主要采用蒸汽重整反应(SMR)技术,利用天然气中的甲烷与水蒸气在高温(750-920℃)和催化剂作用下发生反应,生成氢气和二氧化碳。其工艺流程包括预处理、转化反应、余热回收、一氧化碳变换和氢气提纯等关键步骤。预处理阶段,天然气需加压脱硫以防止催化剂中毒;在转化炉内,甲烷与水蒸气按1:3比例混合,在镍基催化剂作用下生成含氢气、一氧化碳和二氧化碳的转化气;余热回收系统利用废热锅炉回收能量,为反应提供部分水蒸气;一氧化碳变换单元通过铁铬或钴钼催化剂将CO转化为CO₂和H₂,提高氢气纯度;**终,变压吸附(PSA)装置通过吸附剂选择性去除杂质,输出纯度达99.999%的氢气。
天然气制氢的市场前景:天然气制氢在当前能源市场前景广阔。随着全球向低碳能源转型,氢气作为清洁的能源载体,市场需求持续攀升。天然气制氢凭借其成熟的技术、丰富的原料资源和成本优势,在制氢市场中占据重要份额。预计在未来5-10年内,随着燃料电池产业的发展,以及化工行业对氢气需求的稳定增长,天然气制氢在工业氢气供应市场的份额有望从目前的30%-40%进一步提升。尤其是在天然气资源丰富且基础设施完善的地区,天然气制氢将迎来更大的发展机遇,为能源转型和产业升级注入强劲动力。天然气制氢面临的挑战:尽管天然气制氢优势明显,但也面临诸多挑战。一方面,天然气作为化石能源,制氢过程会产生二氧化碳排放,在全球碳减排的大趋势下,如何降低碳排放,开发碳捕获与封存(CCS)或碳捕获、利用与封存(CCUS)技术,是亟待解决的问题。另一方面,随着可再生能源制氢技术的兴起,如风电、光伏电解水制氢,天然气制氢面临着市场竞争压力。如何进一步提升自身效率、降低成本,突出优势,是行业需要思考的方向。此外,天然气价格受市场波动影响,可能导致制氢成本不稳定,影响企业的长期规划与决策,只有克服这些挑战。 高温下,天然气中的甲烷与水蒸气发生重整反应生成氢气和一氧化碳。
天然气制氢设备部件的材料升级将成为技术突破的底层支撑:耐高温腐蚀材料:新型镍基单晶合金(如Inconel740H)通过添加铌、钽等元素,将重整炉管使用温度提升至1100℃(较传统HK40合金提高150℃),同时抗渗碳性能增强3倍,使设备寿命从5年延长至10年以上。催化剂载体:碳化硅(SiC)陶瓷因其高导热性(150W/(m・K))与耐冲刷特性,逐渐替代传统氧化铝载体,用于流化床重整反应器——实测表明,SiC载体催化剂的磨损率<,较氧化铝降低一个数量级。全生命周期回收体系:设备退役后,通过真空熔炼技术回收镍基合金中的贵金属(铂、钯回收率>99%),采用湿法冶金工艺提取催化剂中的锌、铝等有价金属,同时将废耐火材料再生为建筑骨料,构建“资源-产品-再生资源”闭环。据测算,新型材料体系可使设备全生命周期成本降低25%,碳排放强度再降12%。 天然气制氢工艺流程是什么。云南甲醇天然气制氢设备
煤气化制氢:成本较低,但面临焦炭供给减少的影响。推广天然气制氢设备设计
生物质制氢设备利用生物质原料,如农作物秸秆、林业废弃物等,通过气化、发酵等技术制取氢气。生物质气化制氢设备将生物质在高温缺氧条件下转化为合成气,再通过后续处理得到氢气。而生物质发酵制氢设备则利用微生物的代谢作用,将生物质中的糖类转化为氢气。某农业产区建设的生物质制氢示范项目,采用秸秆气化制氢设备,既解决了秸秆焚烧带来的环境污染问题,又实现了生物质的资源化利用。生物质制氢设备具有原料可再生、环境友好的特点,但存在原料收集困难、制氢效率低等问题。通过优化原料预处理技术、改进制氢工艺,提高生物质制氢设备的性能,将为农村地区的能源转型和绿色发展提供新途径。推广天然气制氢设备设计
安全风险防控与标准体系天然气制氢装置的安全管理需覆盖原料储运、反应控制及尾气处理全链条。甲烷-空气混合物极限为5-15%(V/V),需采用氮气置换系统和激光甲烷检测仪(检测限1ppm)实现双重防护。重整炉超温是主要风险源,通过在催化剂床层布置20组热电偶,配合紧急喷淋系统(响应时间<1秒),可将飞温事故概率降低至10⁻⁶次/年。尾气处理方面,采用催化氧化装置将未转化甲烷和CO氧化为CO₂,VOCs排放浓度可控制在5mg/Nm³以下。国内已发布《天然气制氢装置安全规范》(GB/T 37562-2019),对装置耐压等级、防爆区域划分及应急预案编制作出明确规定,推动行业安全水平提升。氢能作为各个能...
- 哪些天然气制氢设备排名 2025-06-12
- 小型天然气制氢设备哪家好 2025-06-12
- 制造天然气制氢设备设计 2025-06-12
- 推广天然气制氢设备设计 2025-06-12
- 新疆节能天然气制氢设备 2025-05-31
- 北京天然气天然气制氢设备 2025-05-30
- 辽宁甲醇重整天然气制氢设备 2025-05-30
- 广西节能天然气制氢设备 2025-05-30
- 资质天然气制氢设备供应商家 2025-05-30
- 北京国内天然气制氢设备 2025-05-30



- 内蒙古新型天然气制氢设备 2025-05-30
- 甲醇天然气制氢设备公司 2025-05-30
- 甲醇天然气制氢设备生产厂家 2025-05-30
- 新疆国内天然气制氢设备 2025-05-30
- 新能源天然气制氢设备怎么样 2025-05-30
- 山东新型天然气制氢设备 2025-05-30




- 西藏推广变压吸附提氢吸附剂 06-13
- 河北变压吸附提氢吸附剂价格 06-13
- 安徽国内变压吸附提氢吸附剂 06-13
- 云南天然气变压吸附提氢吸附剂 06-13
- 节能变压吸附提氢吸附剂价格 06-13
- 贵州推广变压吸附提氢吸附剂 06-13
- 耐高温变压吸附提氢吸附剂费用 06-13
- 重庆变压吸附提氢吸附剂费用 06-13
- 北京自热式变压吸附提氢吸附剂 06-13
- 西藏自热式变压吸附提氢吸附剂 06-13