- 品牌
- 科瑞
- 型号
- SZKR
自热重整制氢将部分天然气释放的热量,直接用于重整反应,实现热量自给自足。此过程通过氧气与天然气的比例,使反应与重整反应在同一反应器内同时发生。相较于蒸汽重整,自热重整反应温度更高,一般在900℃-1100℃,反应速率更快,装置体积更小。该工艺能在降低外部供热需求的同时,提高生产效率。在反应中,除甲烷与水蒸气的重整反应外,还发生甲烷与氧气的部分氧化反应2CH₄+O₂⇌2CO+4H₂。由于反应涉过程,自热重整制氢所得合成气中氢气含量相对较低,二氧化碳和氮气含量相对较高。自热重整制氢适用于对氢气产量要求高,且对氢气纯度要求相对宽松的工业场景,如炼油厂、合成氨厂等,可降低生产成本,提升生产效益。 氢能作为各个能源之间的桥梁,正迎来重大发展机遇。.定制天然气制氢设备设备
生物质制氢设备利用生物质原料,如农作物秸秆、林业废弃物等,通过气化、发酵等技术制取氢气。生物质气化制氢设备将生物质在高温缺氧条件下转化为合成气,再通过后续处理得到氢气。而生物质发酵制氢设备则利用微生物的代谢作用,将生物质中的糖类转化为氢气。某农业产区建设的生物质制氢示范项目,采用秸秆气化制氢设备,既解决了秸秆焚烧带来的环境污染问题,又实现了生物质的资源化利用。生物质制氢设备具有原料可再生、环境友好的特点,但存在原料收集困难、制氢效率低等问题。通过优化原料预处理技术、改进制氢工艺,提高生物质制氢设备的性能,将为农村地区的能源转型和绿色发展提供新途径。自热式天然气制氢设备有哪些温重整制氢的原理是通过重整反应将碳氢化合物分解为一氧化碳。
然气制氢优势 - 资源丰富:从资源角度看,天然气制氢优势。全球天然气储量丰富,分布广。据统计,已探明的天然气储量足够支撑未来较长时间的能源需求。相比其他一些制氢原料,如煤炭制氢受限于煤炭资源的地域分布及环保压力,天然气在资源获取上更为便捷。在中东、俄罗斯等地区,天然气储量巨大且开采成本相对较低。而且,随着勘探技术的不断进步,新的天然气田持续被发现。丰富的资源保障了天然气制氢的可持续性,为大规模发展氢气产业提供了坚实基础,使得以天然气为原料制氢能够在全球范围内开展,满足不同地区对氢气的需求。
随着全球对清洁能源的需求不断增长,以及氢能产业的快速发展,天然气制氢将朝着高效、低碳、智能化方向发展。在技术层面,通过优化现有工艺,提高能源利用效率,降低生产成本。例如,采用先进的反应器设计和热集成技术,减少能源消耗。同时,大力研发新型制氢技术,如等离子体重整制氢、光催化重整制氢等,探索更高效、更环保的制氢路径。在产业应用方面,天然气制氢将与可再生能源制氢相互补充,形成多元化的制氢格局。此外,借助人工智能和大数据技术,对制氢过程进行实时监测和优化控制,提高生产的安全性和稳定性。未来,天然气制氢有望在氢能产业链中继续发挥重要作用,为全球能源转型提供有力支持。绝热条件下,天然气制氢,这种天然气制氢方式更适用于小规模的制取氢。

随着工业技术的渗透,天然气制氢设备正从“人工操控”向“自主决策”转型。工业互联网平台将成为**基础设施:分布式传感器网络(如红外热像仪、激光气体分析仪)实时采集设备运行参数(温度场、压力波动、催化剂活性衰减速率),通过边缘计算节点进行预处理后,传输至云端大数据中心。基于深度学习的预测性维护模型(如LSTM神经网络)可提前72小时预警设备故障(准确率>95%),并自动生成维护工单,将非计划停机时间减少80%。在工艺优化层面,强化学习算法(如深度Q网络)可根据实时电价、氢气需求曲线动态调整操作参数——低谷电价时段增加设备负荷(提升至120%设计产能),并将多余氢气储存于储罐;高峰时段则通过变压吸附(PSA)提纯模块响应市场需求,使综合能效提升15%-20%。未来,数字孪生技术将实现物理设备与虚拟模型的实时映射,工程师可通过VR界面远程调试反应器内构件,将设备调试周期缩短50%以上。 活性氧化铝类属于对水有强亲和力的固体,一般采用三水合铝或三水铝矿的热脱水或热活化法制备。宁夏天然气天然气制氢设备
水蒸气重整制氢由于设备投资低,产氢率较高,是工业上应用多的天然气制氢技术。定制天然气制氢设备设备
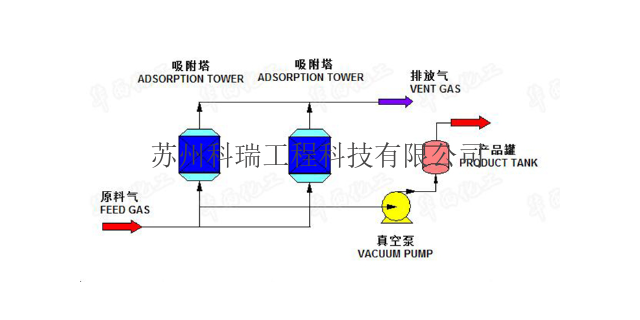
工艺流程与关键设备技术典型SMR装置包含原料预处理、重整反应、变换调整及气体提纯四大模块。原料天然气需经脱硫(ZnO吸附剂,硫含量<)、脱氯(活性炭床层)及预热(至500℃)后进入重整炉。重整反应器采用顶部燃烧-径向流动结构,内置多层镍基催化剂床层,热效率达92%。产物气经两级废热锅炉回收热量,生成中压蒸汽()驱动汽轮机发电,能量回收率超40%。变换单元采用高-中温串联工艺,铁铬催化剂(350-450℃)与铜锌催化剂(200-250℃)组合,使CO浓度从12%降至。气体提纯依赖变压吸附(PSA),采用13X分子筛在,回收率88%。全球单线比较大装置规模达60万Nm³/h,服务于炼化一体化项目。 定制天然气制氢设备设备
安全风险防控与标准体系天然气制氢装置的安全管理需覆盖原料储运、反应控制及尾气处理全链条。甲烷-空气混合物极限为5-15%(V/V),需采用氮气置换系统和激光甲烷检测仪(检测限1ppm)实现双重防护。重整炉超温是主要风险源,通过在催化剂床层布置20组热电偶,配合紧急喷淋系统(响应时间<1秒),可将飞温事故概率降低至10⁻⁶次/年。尾气处理方面,采用催化氧化装置将未转化甲烷和CO氧化为CO₂,VOCs排放浓度可控制在5mg/Nm³以下。国内已发布《天然气制氢装置安全规范》(GB/T 37562-2019),对装置耐压等级、防爆区域划分及应急预案编制作出明确规定,推动行业安全水平提升。氢能作为各个能...
- 哪些天然气制氢设备排名 2025-06-12
- 小型天然气制氢设备哪家好 2025-06-12
- 制造天然气制氢设备设计 2025-06-12
- 推广天然气制氢设备设计 2025-06-12
- 新疆节能天然气制氢设备 2025-05-31
- 北京天然气天然气制氢设备 2025-05-30
- 辽宁甲醇重整天然气制氢设备 2025-05-30
- 广西节能天然气制氢设备 2025-05-30
- 资质天然气制氢设备供应商家 2025-05-30
- 北京国内天然气制氢设备 2025-05-30


- 内蒙古新型天然气制氢设备 2025-05-30
- 甲醇天然气制氢设备公司 2025-05-30
- 甲醇天然气制氢设备生产厂家 2025-05-30
- 新疆国内天然气制氢设备 2025-05-30
- 新能源天然气制氢设备怎么样 2025-05-30
- 山东新型天然气制氢设备 2025-05-30




- 广东高科技变压吸附提氢吸附剂 06-16
- 哪些变压吸附提氢吸附剂设计 06-16
- 广东变压吸附提氢吸附剂公司 06-16
- 云南变压吸附提氢吸附剂供应商家 06-15
- 山东推广变压吸附提氢吸附剂 06-15
- 江西高科技变压吸附提氢吸附剂 06-15
- 青海大型变压吸附提氢吸附剂 06-15
- 山东大型变压吸附提氢吸附剂 06-15
- 贵州大型变压吸附提氢吸附剂 06-15
- 甘肃资质变压吸附提氢吸附剂 06-15