- 品牌
- 科瑞
- 型号
- SZKR
为了提高甲醇裂解制氢的效率和降低成本,研究人员在工艺改进和创新方面进行了大量的探索。一方面,对传统的甲醇裂解制氢工艺进行优化。例如,通过改进反应器的结构设计,提高反应物料的混合效果和传热效率,从而提高反应的转化率和选择性。传统的反应器通常采用固定床反应器,而近年来,流化床反应器、微通道反应器等新型反应器逐渐受到关注。流化床反应器具有良好的传热传质性能,能够地避免催化剂的局部过热,提高催化剂的使用寿命;微通道反应器则具有极高的比表面积和传热效率。另一方面,开发新的甲醇裂解制氢工艺。例如,光热催化甲醇裂解制氢技术是一种新兴的制氢技术,它利用光能和热能的协同作用,在较低的温度下实现甲醇的裂解反应,降低了制氢过程的能耗4。此外,还有研究人员提出了等离子体辅助甲醇裂解制氢技术,通过等离子体的激发作用,提高甲醇分子的活性,促进反应的进行。这些新的工艺技术为甲醇裂解制氢提供了新的思路和方法,有望在未来的氢能产业中发挥重要的作用。裂解过程中产生的二氧化碳可考虑进行捕集和利用,以实现碳中和。海南新型甲醇裂解制氢

甲醇裂解制氢技术发展历程:甲醇裂解制氢技术经历了漫长的发展历程。早期,由于催化剂活性低、反应条件苛刻等问题,该技术发展缓慢。随着材料科学和催化技术的进步,新型催化剂不断涌现。上世纪 80 年代,铜基催化剂的研发取得突破,降低了甲醇裂解反应的温度和压力,使得该技术开始具备工业应用价值。此后,科研人员持续对工艺进行优化,改进反应器设计,提高甲醇转化率和氢气选择性。近年来,随着计算机模拟技术的应用,能够模拟反应过程,进一步指导工艺改进,使得甲醇裂解制氢技术愈发成熟,逐渐从实验室走向大规模工业化生产,在能源和化工领域的应用范围也不断扩大。江苏甲醇裂解制氢费用碳分子筛是一种以碳为原料,经特殊的碳沉积工艺加工而成的专门用于提纯空气中的氮气的吸附剂。

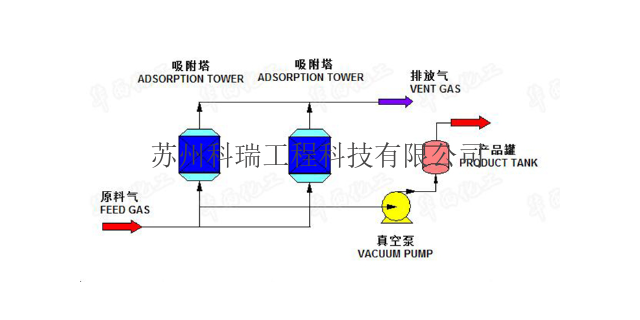
氢气提纯与杂质脱除技术突破氢气提纯单元的性能直接决定产品品质。变压吸附(PSA)系统采用13X分子筛与活性炭复合床层,通过七塔九步工艺实现深度净化:1)吸附阶段(300秒)将CO₂浓度从15%降至;2)均压降阶段(60秒)回收氢气至;3)逆向放压阶段(40秒)配合真空泵(极限压力50Pa)使产品纯度达。针对燃料电池应用需求,某企业开发的钯合金膜分离器(Pd-Ag=77:23)在350℃下氢气渗透速率达8×10⁻⁷mol/(m²·s·Pa),同时将CO含量控在,较PSA技术提升两个数量级。杂质脱除方面,采用催化氧化-冷凝耦合工艺处理尾气,通过Pt/Al₂O₃催化剂在220℃下将未转化甲醇和CO转化为CO₂,再经-40℃深冷分离回收98%的有机组分。某石化项目实测表明,该组合工艺使VOCs排放浓度降至³,远低于国标(60mg/Nm³)。
甲醇裂解制氢反应器设计与工程化实践甲醇裂解制氢反应器作为**设备,其设计需兼顾反应动力学与热力学平衡。主流固定床反应器采用列管式结构,内部填充铜基催化剂(Cu/ZnO/Al₂O₃),通过优化管径(30-50mm)与管长(3-6m)实现气固接触效率比较大化。某企业研发的螺旋折流板反应器将甲醇转化率提升至,较传统直管结构提高3个百分点,其原理在于通过螺旋流道强化湍流程度,使催化剂表面传质系数增加40%针对大规模装置(>10000Nm³/h),多模块并联设计成为趋势,某加氢站项目采用8台反应器并联运行,单台处理量1250Nm³/h,通过智能阀门组实现负荷10%-110%动态调节。反应器材质选择需兼顾耐腐蚀与导热性,内衬采用316L不锈钢+钛合金复合结构,可承受280℃高温和,使用寿命达8年以上。 甲醇部分氧化制氢甲醇部分氧化制氢是放热反应。

苏州科瑞公司在天然气制氢的设备研发上投入巨大。其生产的制氢设备具有高效稳定的特点。关键设备如转化炉,采用质量材料与精湛制造工艺,能承受高温高压环境,确保反应持续稳定进行。先进的自动化控制系统,可精细调节反应参数,提高生产效率与产品质量,为大规模工业制氢提供可靠的硬件支撑,降低了设备维护成本与故障风险。天然气制氢的安全性是苏州科瑞公司的关注点之一。从设备设计到安装调试,均遵循严格的安全标准。在天然气储存与输送环节,配备多重安全防护装置,防止泄漏与风险。制氢车间采用先进的通风与防爆设施,员工经过专业安全培训,严格执行安全操作规程。科瑞以完善的安全体系,保障天然气制氢项目平稳运行,让客户无安全之忧。苏州科瑞公司在天然气制氢方面的技术创新能力突出。其研发团队不断探索新工艺,优化现有制氢流程。例如,在催化剂研发上取得进展,新型催化剂能显著提高天然气转化效率,缩短反应时间。同时,在氢气提纯技术方面也有创新,进一步提升了氢气纯度,满足了对氢气品质要求日益严苛的市场需求,使公司在行业竞争中保持**地位。 甲醇裂解制氢技术为氢能产业提供了可靠的氢气来源。福建小型甲醇裂解制氢
甲醇作为原料,其成本波动直接影响甲醇裂解制氢的经济可行性。海南新型甲醇裂解制氢
开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺安全性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和安全风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子企业采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。海南新型甲醇裂解制氢
技术创新聚焦效率提升与成本优化。催化剂**方面,中科院大连化物所研发的纳米多孔铜锌催化剂(CuZnAl@ZIF-8)将反应温度降至180℃,能耗降低40%,寿命延长至12000小时。工艺革新方面,普菲科开发的一段法带顺放气回收工艺,通过真空无动力回收顺放气,氢气收率超95%,投资成本降低30%。系统集成创新如漂浮式甲醇制氢平台(中船集团概念项目),结合海上风电电解水制绿甲醇,探索海上氢能应用。此外,碳捕集技术耦合甲醇制氢实现负碳排放,如中国石化内蒙古10万吨级"绿甲醇"项目。氢储能是一种新型储能方式,具有调节周期长、储能容量大的优势。上海甲醇裂解制氢生产厂家甲醇裂解制氢优势 - 环保方面:在环...
- 大型甲醇裂解制氢有哪些 2025-05-30
- 智能甲醇裂解制氢生产厂家 2025-05-30
- 变压吸附甲醇裂解制氢设计 2025-05-29
- 山东新能源甲醇裂解制氢 2025-05-29
- 加工甲醇裂解制氢价格 2025-05-29
- 上海自热式甲醇裂解制氢 2025-05-29
- 云南撬装甲醇裂解制氢 2025-05-29
- 山西甲醇裂解制氢设计 2025-05-29
- 天津甲醇重整甲醇裂解制氢 2025-05-29
- 山东大型甲醇裂解制氢 2025-05-29


- 辽宁耐高温甲醇裂解制氢 2025-05-25
- 山西自热式甲醇裂解制氢 2025-05-24
- 西藏国内甲醇裂解制氢 2025-05-24
- 安徽推广甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢供应商家 2025-05-24
- 内蒙古甲醇裂解制氢费用 2025-05-24




- 变压吸附变压吸附提氢吸附剂排名 06-11
- 山西小型变压吸附提氢吸附剂 06-11
- 上海变压吸附提氢吸附剂价格 06-11
- 湖北推广变压吸附提氢吸附剂 06-11
- 山西变压吸附提氢吸附剂设备价格 06-11
- 撬装变压吸附提氢吸附剂设备 06-11
- 江西天然气变压吸附提氢吸附剂 06-11
- 河南变压吸附提氢吸附剂设备价格 06-11
- 加工变压吸附提氢吸附剂有哪些 06-11
- 天津变压吸附提氢吸附剂价格 06-11