- 品牌
- 爱步精益
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 人、机、料、法、环的现场标准化打造
- 咨询电话
- 15985846948
- 所在地
- 厦门市同安区闽盛交通9楼
- 公司类型
- 有限责任公司
- 咨询范围
- 工厂、现场管理、6S
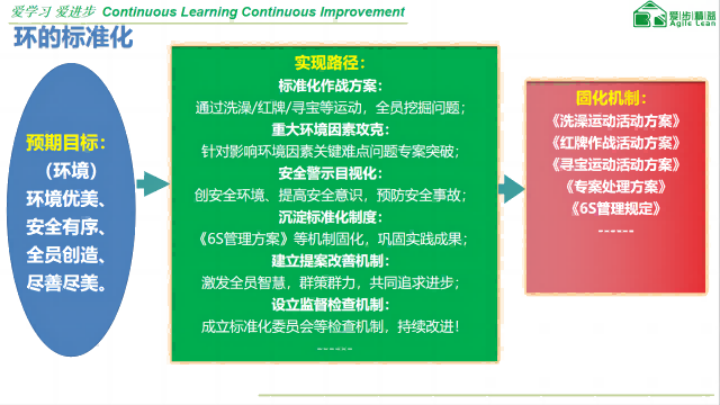
预期目标:(环境)环境优美、安全有序、全员创造、尽善尽美。
实现路径:标准化作战方案:通过洗澡/红牌/寻宝等运动,全员挖掘问题;重大环境因素攻克:针对影响环境因素关键难点问题专案突破;安全警示目视化:创安全环境、提高安全意识,预防安全事故;沉淀标准化制度:《6S管理方案》等机制固化,巩固实践成果;建立提案改善机制:激发全员智慧,群策群力,共同追求进步;设立监督检查机制:成立标准化委员会等检查机制,持续改进!
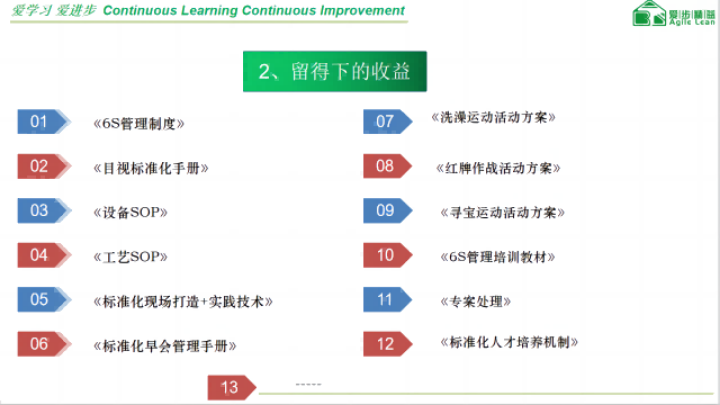
固化机制:《洗澡运动活动方案》《红牌作战活动方案》(304个红牌问题改善闭环》《寻宝运动活动方案》15项《专案处理方案》《6S管理规定》 现场标准化管理对企业的好处是什么?斜线管理现场标准化

6S活动是精益管理的基础;是TPM的前提是TQM的第一步;是通向ISO9000的捷径;是JIT和IE落实的先决条件;6S对其它管理活动有着促进作用;可以营造整体氛围;体现效果,增强信心;6S为相关活动打下基础。
整理(SEIRI)要与不要,一弃一留
整顿(SEITON)科学布局,取用快捷
清扫(SEISO)清扫垃圾,美化环境
清洁(SEIKETSU)洁净环境,贯彻到底
素养(SHITSUKE)形成制度,养成习惯
安全(SAFTY)规范生产,安全第一
7S:节约(Save)8S:学习(Study)9S:服务(Service)10S:满意(Satisfication)11S:坚持(SHIKOKU)… 斜线管理现场标准化如何建立有效的激励机制以促进持续改进?
目视化的具体推动方法包括:制作看板:在车间、办公室等场所设置看板,展示生产进度、质量数据、安全规定等信息。标识物品:将物品按类别进行标识,例如物料、工具、设备等,方便员工快速找到所需物品。颜色管理:利用不同颜色来标识不同的状态或类别,例如红色表示不合格品、绿色表示合格品等。制作图表:制作各种图表来展示数据和趋势,例如生产统计表、质量分析图等。设置提醒装置:例如设置提示器或闹钟来提醒员工某项工作即将完成或需要进行某个动作。建立示范区域:设立标准的示范区域,展示正确的工作流程和方法,帮助员工更好地理解如何执行任务。照片墙:将重要的图像或图片贴在墙上,帮助员工更好地理解和记住相关的信息和事件。设置宣传栏:通过设置宣传栏来传达企业方针、文化、规章制度等信息,增强员工的认同感和归属感。制定目视化标准:明确各种目视化的要求和标准,确保目视化的效果和一致性。
制定标准:首先,需要制定适用于特定领域或行业的标准。这涉及收集和分析相关数据、研究最佳实践、借鉴国际标准等。制定标准的过程需要考虑各种因素,如安全性、质量、环境影响等,并确保标准具有可操作性和可测量性。实施标准:一旦标准制定完成,接下来是将其实施到组织或行业中。这包括向相关人员传达标准的内容和目标,提供培训和指导,确保他们理解和遵守标准要求。实施标准还可能涉及制定相应的流程、程序和控制措施,以确保标准的有效执行。监督和改进:标准化实施的一个步骤是监督和改进。这包括定期进行内部审核和评估,以确保标准的合规性和有效性。通过监测和测量关键绩效指标,可以识别潜在的问题和改进机会,并采取相应的纠正措施。此外,还可以通过与其他组织或行业进行比较和学习,不断改进和提升标准化实施的水平。如何通过案例学习了解现场标准化管理实践?
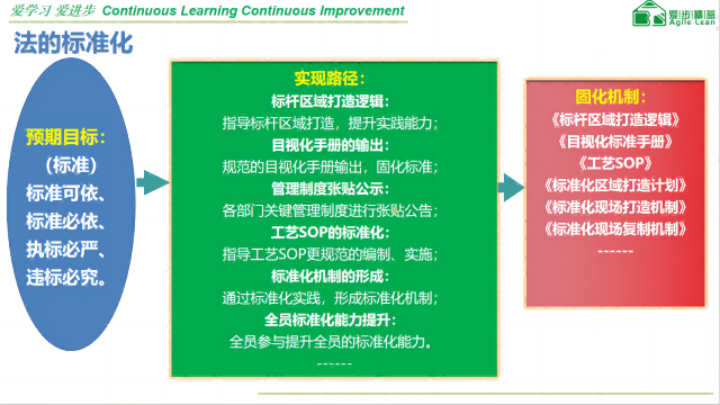
法的标准化 预期目标:(标准)标准可依、标准必依、执标必严、违标必究。
实现路径:标准区域打造逻辑:指导标准区域打造,提升实践能力;目视化手册的输出:规范的目视化手册输出,固化标准;管理制度张贴公示:各部门关键管理制度进行张贴公告;工艺SOP的标准化:指导工艺SOP更规范的编制、实施;标准化机制的形成:通过标准化实践,形成标准化机制;全员标准化能力提升:全员参与提升全员的标准化能力。
固化机制:《标准区域打造逻辑》《目视化标准手册》优化编制16份《工艺SOP》《标准化区域打造计划》《标准化现场打造机制》《标准化现场复制机制》 如何进行跨部门间的现场标准化管理交流与合作?斜线管理现场标准化
如何应对企业变革中的不确定性和风险?斜线管理现场标准化
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。 斜线管理现场标准化
- 台州6s现场标准化 2025-07-10
- 宁德现场标准化 2025-07-10
- 惠州红牌作战现场标准化 2025-07-10
- 宁波现场标准化供应 2025-07-10
- 泉州5s现场标准化 2025-07-09
- 梅州红牌作战现场标准化 2025-07-09
- 东莞8s现场标准化 2025-07-09
- 广州7s现场标准化 2025-07-09
- 深圳班前会现场标准化 2025-07-09
- 惠州三级巡线现场标准化 2025-07-09
- 江门6s现场标准化 2025-07-09
- 潮州三定管理现场标准化 2025-07-09