- 品牌
- 司戎
- 型号
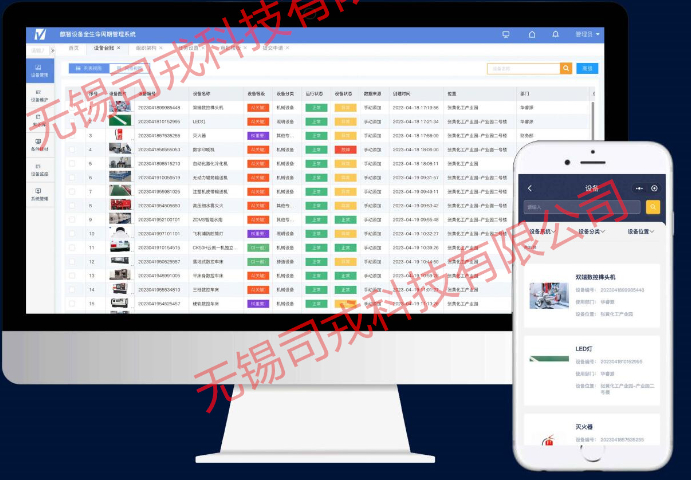
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。实时库存监控系统结合设备维修记录和备件使用寿命数据,建立需求预测模型。湖南智能设备全生命周期管理系统
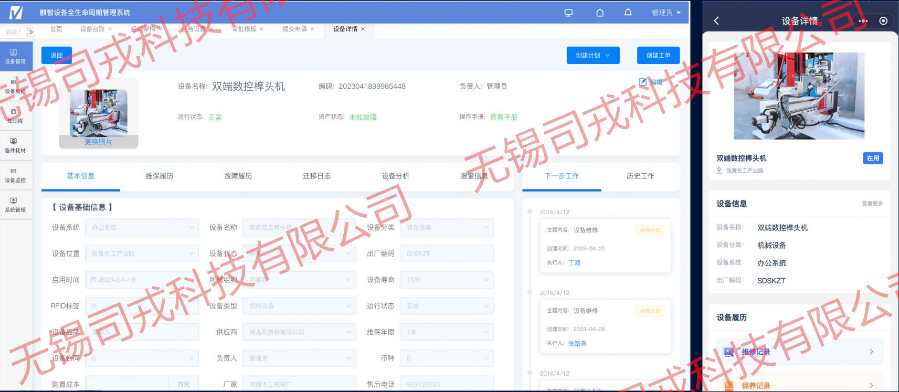
系统为每台设备建立数字身份证,整合技术参数、操作手册、保修条款等结构化数据。通过知识图谱技术,设备档案可关联同类设备的常见故障案例、维修方案,形成动态更新的知识库。用户可通过3D模型交互查看设备内部结构,点击部件即可调取更换教程或备件型号。系统还支持版本控制,当设备进行技术改造时,自动保留历史版本技术文档供审计追溯。这种集中化管理模式消除了传统纸质档案的丢失风险,使技术人员在移动端随时获取资料,平均故障诊断时间减少35%。新疆制造业设备全生命周期管理系统基于深度学习的预测性维护模型能够提前发现设备异常,系统可提前120小时预测设备故障。
随着ESG报告要求日益严格,设备管理系统成为企业可持续发展数据的重要来源。系统自动采集设备能耗、排放等数据,生成符合GRI标准的可持续发展报告。某消费品企业通过系统数据,准确计算了每吨产品的碳排放量,为碳交易提供了依据。系统还支持循环经济实践,如追踪设备再制造过程,计算资源节约量。更前瞻的是,系统正在与碳管理系统对接,实现碳排放的实时监控和预测。某科技企业应用后,ESG报告编制时间从3个月缩短至2周,数据准确性提高40%。这些功能使设备管理系统成为企业可持续发展战略的重要支撑工具。
设备全生命周期管理系统在采购环节实现了从需求提出到合同执行的全程数字化管理。系统内置智能采购引擎,能够基于历史采购数据、市场行情和供应商绩效(包括交货准时率、产品质量评分、售后服务响应速度等维度)自动生成比较好供应商推荐列表。采购人员可以通过系统发起电子招标,供应商在线投标后,系统自动进行技术标与商务标的多维度加权评分,提升评标效率。在合同签订阶段,系统通过自然语言处理技术自动提取关键条款(如付款节点、质保要求、违约条款等),并设置智能提醒。设备到货后,系统支持通过移动端进行现场验收,拍照上传设备铭牌、外观状态等信息,自动与采购订单核对,确保"账实相符"。某大型制造企业应用该模块后,采购周期从平均45天缩短至28天,采购成本降低12%,供应商交货准时率提升至96%。展望未来,设备管理系统将朝着更加智能化的方向发展。

设备管理系统正在催生全新的设备服务商业模式。制造商可以通过系统远程监控售出设备的运行状态,提供预防性维护服务。某工程机械企业基于设备管理系统数据,推出"按使用付费"的创新模式,客户只需支付设备实际工作时间费用,维护完全由制造商负责。这种模式使客户设备可用率提升至99%,而制造商的服务收入增长300%。另一个创新是设备租赁管理,系统精确记录设备使用情况和剩余寿命,为租赁定价提供依据。某医疗设备租赁公司应用后,资产周转率提升50%,坏账率下降至1%以下。这些创新正在重塑设备制造企业的商业模式和盈利结构。全流程追溯实现了从采购、入库、领用到报废的闭环管理,某石化企业借此将备件管理效率提升了百分之五十。湖南智能设备全生命周期管理系统
在智能制造的时代背景下,设备管理系统的智能化升级将成为工业企业提升竞争力的关键举措。湖南智能设备全生命周期管理系统
随着物联网、大数据、人工智能等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将进一步融合5G技术,实现更高速、低延时的数据传输,提升系统的实时监控与响应能力。同时,随着人工智能技术的不断进步,系统将具备更强大的数据分析和预测能力,实现更精细的预测性维护和资源优化。此外,设备全生命周期管理系统还将进一步拓展应用领域,不仅在制造、化工、能源等传统行业发挥重要作用,还将在医疗、交通、物流等新兴领域展现出巨大的潜力。通过与其他新兴技术的结合,如区块链、边缘计算等,系统将实现更高的安全性、可靠性和灵活性,为企业的智能化转型提供有力支持。湖南智能设备全生命周期管理系统
- 中国澳门设备全生命周期管理服务 2025-07-03
- 河南智能设备全生命周期管理app 2025-07-03
- 吉林设备全生命周期管理服务 2025-07-03
- 上海小程序设备全生命周期管理app 2025-07-03
- 浙江专业的设备全生命周期管理软件 2025-07-03
- 青岛企业设备全生命周期管理公司 2025-07-03
- 德州设备全生命周期管理服务 2025-07-03
- 陕西手机设备全生命周期管理价格 2025-07-03
- 陕西化工设备全生命周期管理系统 2025-07-03
- 泰安化工设备全生命周期管理app 2025-07-03
- 烟台企业设备全生命周期管理服务 2025-07-03
- 江苏智能设备全生命周期管理公司 2025-07-03

