- 品牌
- 亚普
- 型号
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
在应对复杂的生产环境方面,提升机表现出色。无论是高温、低温、潮湿还是粉尘等恶劣环境,都有相应类型的提升机可供选择。在矿山开采中,井下环境潮湿、粉尘大,**的矿用提升机采用了特殊的防护设计,能够在这样的环境下稳定运行,将矿石从井下提升到地面。在食品冷冻车间,低温环境下的提升机采用耐低温材料制造,确保设备在低温条件下正常工作,满足了不同行业和生产环境的需求。
提升机的多样化类型为企业提供了丰富的选择。根据不同的物料特性和生产要求,有斗式提升机、带式提升机、链式提升机等多种类型。斗式提升机适用于粉状、颗粒状物料的垂直提升;带式提升机则适合输送量大、松散的物料;链式提升机具有较强的承载能力,适用于重型物料的运输。企业可以根据自身的生产需求,选择**适合的提升机类型,实现比较好的生产效果,提高生产的专业性和针对性。 伸缩货叉提升机,2.5米超深位存取精度±1mm。浙江智能提升机

提升机技术在电商产业的应用正深刻改变着现代仓储物流的运作模式。作为自动化仓储系统的**设备,智能提升机通过垂直空间的高效利用,***提升了电商企业的订单处理能力和仓储密度。在大型电商仓储中心,多载式提升机系统可实现每小时800箱的垂直输送效率,配合AGV机器人完成"货到人"拣选。某东亚洲一号仓采用的巷道式提升机,将存储高度延伸至24米,使仓储容积率提升300%。服装电商某公司通过配置32台高速提升机,在广州智能仓实现日均50万单的分拣能力,分拣误差率控制在0.01%以下。生鲜电商领域,配备温控系统的冷链提升机可在-25℃环境下稳定运行,确保海鲜、冻品在垂直输送过程中的品质稳定。据某鸟网络数据,应用智能提升机系统的电商仓库,其坪效比传统仓提升5-8倍,人工成本降低60%,订单响应速度缩短至15分钟内。这种立体化物流解决方案,已成为支撑电商企业应对大促期间订单激增的关键技术保障。浙江智能提升机一台智能提升机可替代2~5名操作人员。

某鸟宁波保税仓通过引入提升机技术,实现了跨境物流分拣效率的突破性提升。该系统将垂直输送速度提升至5m/s,较传统提升机提速3倍,配合先进的RFID批量扫描技术,单小时处理包裹能力高达15万件。这套智能分拣系统具备自动识别功能,能够精确区分保税与非保税商品,并为其规划比较好输送路径,使分拣错误率控制在百万分之五的行业**水平。在实际运营中,该技术方案展现出***优势:包裹处理时效提升60%,人工干预减少80%,同时通过优化空间布局使仓储利用率提高45%。该项目的成功实施不仅为跨境电商提供了更高效的物流解决方案,其百万分之五的分拣精度更为高价值商品的安全运输提供了技术保障,标志着我国智慧物流技术在国际贸易领域的创新应用取得了重要突破。
提升机的使用提升了企业的市场响应速度。在市场需求快速变化的情况下,企业能够通过提升机的灵活调整,迅速改变生产计划。当市场对某款产品的需求突然增加时,企业可以调整提升机的运行参数,加快物料运输速度,提高生产线的产能,快速满足市场订单需求,抓住市场机遇,增强企业在市场竞争中的优势。在设备更新换代方面,提升机具有良好的过渡性。当企业需要更换更先进的提升机设备时,其模块化设计和标准化接口使得新设备的安装和调试更加便捷。企业无需对整个生产线进行大规模改造,只需将新的提升机模块接入原有系统,经过简单的调试即可投入使用。这种过渡方式减少了设备更换带来的生产中断时间和成本,保证了企业生产的连续性。伸缩叉式提升机货叉自动调节,2.5米超长板材平稳越层转运。

提升机的定位精度主要依赖三大**技术:首先,采用激光位移传感器配合机器视觉系统,实现±0.005mm的重复定位精度;其次,伺服电机驱动系统通过闭环控制算法,确保运行轨迹误差不超过0.01mm;***,智能防抖系统能有效消除机械振动带来的微位移。这些技术的综合应用,使提升机在输送直径*1.2mm的手表齿轮时,仍能保证100%的准确就位率。实际应用数据显示:在瑞士某**表厂的自动装配线上,12台提升机组成的输送系统,每天可完成3000个机芯的精密组装,良品率从82%提升至99.3%,年节约质量成本约120万欧元。更值得注意的是,该系统还能通过大数据分析预测定位偏差趋势,提前进行参数校准,将设备维护周期延长40%。这种高精度特性同样适用于医疗器械、光学仪器等精密制造领域。例如某内窥镜生产企业引入提升机系统后,镜头组装的配合公差从±5μm缩小到±1μm,产品成像质量***提升。这些案例充分证明,提升机的精确定位能力不仅是自动化生产的保障,更是企业提升产品品质的核心竞争力。某捷为某派家居打造48米智能板材库,提升机配合激光定位实现120块/小时分拣,空间节省70%,人力降低45%。青海小型提升机
电商仓储智能提升机自动对接AGV,订单处理速度提升3倍,人力减少50%。浙江智能提升机
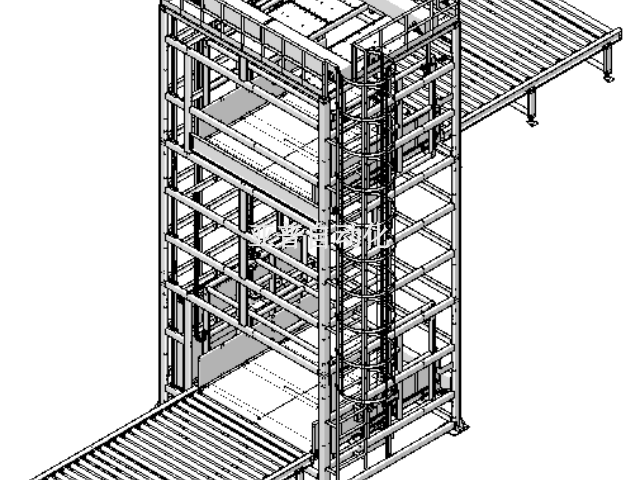
提升机与输送线智能联动技术方案
1. 系统架构
1.1 硬件组成
-
伺服驱动提升机(载重500kg,升降速度0.8m/s)
-
滚筒输送线(速度0.5m/s,宽度600mm)
-
工业级条码扫描系统(识别率99.95%)
-
光电传感器阵列(定位精度±2mm)
1.2 控制系统
-
PLC主控单元:三菱FX5U系列
-
运动控制模块:支持EtherCAT通讯
-
人机界面:10.1寸触摸屏
2. 关键技术
2.1 智能联动控制
-
基于PID的位置同步算法
-
速度匹配补偿机制
-
异常状态自诊断功能
2.2 性能优化
-
动态缓冲设计(缓存容量20箱)
-
任务优先级调度
-
能耗管理系统
3. 运行指标
3.1 处理能力
-
峰值处理量:220箱/小时
-
平均处理量:200箱/小时
-
连续工作时间:≥16小时
3.2 可靠性指标
-
系统准确率:99.9%
-
MTBF:5000小时
-
故障恢复时间:≤15分钟
4. 应用场景
-
电商分拣中心
-
医药仓储物流
-
食品加工厂 浙江智能提升机