企业商机
锡片基本参数
- 品牌
- 吉田
- 型号
- 型号齐全
- 类型
- 双向焊片,单向焊片
- 材质
- 银,铜,铅,锡
锡片企业商机
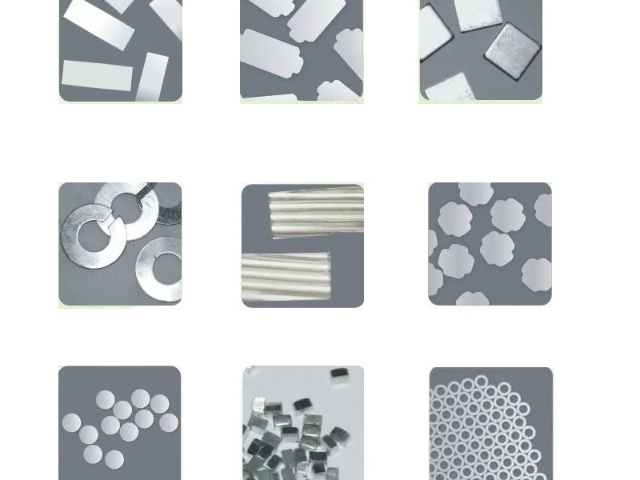
按形态与工艺分类
• 标准焊片:规则形状(矩形、圆形),厚度通常50μm~500μm,用于热压焊接或共晶焊接(如芯片与基板直接贴合)。
• 超薄/超精密焊片:厚度<50μm(如10μm、20μm),表面镀镍/金处理,适用于微米级精度的倒装芯片焊接。
• 异形焊片:根据器件结构定制形状(如环形、L型),用于复杂三维封装(如SiP系统级封装)。
• 预成型焊片:带助焊剂涂层或复合结构(如中间层含银胶),简化焊接工艺,提升良率。
按环保标准分类
• 无铅锡片:符合欧盟RoHS 2.0、中国GB/T 26125等标准,适用于全球市场。
• 有铅锡片:只用于RoHS豁免场景(如高温环境、高可靠性产品)。
焊片(锡基焊片)主要特性
材料与性能
◦ 高纯度合金:采用进口原材料,锡基合金纯度高(如Sn96.5/Ag3.0/Cu0.5等配比),杂质含量低,确保焊接界面低缺陷、高可靠性。
◦ 工艺控制:通过全自动化生产设备及严格品控,焊片厚度均匀(公差±5μm级)、表面平整,适配精密焊接设备(如共晶焊机、热压机)。
◦ 性能参数:
◦ 熔点范围:支持低温(138℃,如Sn-Bi合金)至中高温(217℃,如Sn-Ag-Cu合金),满足不同场景需求;
◦ 润湿性:优异的金属表面附着力,减少虚焊、焊料溢出等问题;
◦ 耐高温与抗疲劳:通过合金配方优化,焊接后组件可承受-55℃~150℃温度循环及机械振动,适用于汽车电子、功率模块等严苛环境。
应用场景
◦ 半导体封装:芯片与引线框架、陶瓷基板的焊接;
◦ 功率器件:IGBT、MOSFET等散热基板与芯片的连接,提升热传导效率;
◦ 精密电子组装:高频器件、MEMS传感器的固定与互连,确保信号传输稳定性。
定制化服务
◦ 成分定制:根据客户需求调整合金配比(如无铅环保型、高导热型、低熔点型);
◦ 形态规格:提供不同厚度(5μm~500μm)、尺寸(圆形、矩形、异形)及表面处理;
◦ 特殊性能:支持耐高温老化、抗腐蚀(如沿海环境用焊片)、低应力(避免芯片裂纹)等定制需求。

合金的「性能调节器」:当锡中加入0.5%-3%的银(如SAC305焊锡片),合金熔点从231.9℃降至217℃,同时焊点抗拉强度提升40%,这种「温柔的强化」让锡片能在手机芯片焊接中承受高频振动而不断裂。
导电性的「微米级桥梁」:在电路板焊接中,锡片熔化成的焊点虽0.2mm直径,却能承载10A以上电流——这得益于锡的导电率达9.1×10^6 S/m,相当于铜的70%,确保千兆级数据在芯片与电路板间毫秒级传输无损耗。
低温下的「柔韧性坚守」:当温度降至-40℃,普通钢材会脆化断裂,而锡片的延伸率仍保持在30%以上。这种特性使其成为极地科考设备的密封垫片,在南极-60℃环境中依然能紧密贴合管道接缝,拒绝冰裂渗漏。
现代科技的「焊接使命」:20世纪80年的时候,贴装技术(SMT)推动锡片向微米级进化,0.4mm引脚间距的QFP芯片焊接成为可能;21世纪初,无铅化浪潮促使锡片合金配方从「经验试错」转向「分子模拟设计」,通过原理计算优化Ag、Cu原子排列,焊点可靠性提升50%。
太空探索的「锡片使命」:阿波罗11号登月舱的制导计算机电路板,采用纯锡片焊接(避免铅在真空环境中挥发),在-180℃至120℃的月面温差中稳定工作4天,助力人类踏上月球。如今,国际空间站的太阳能电池阵仍依赖锡片焊点抵御宇宙射线侵蚀。
无铅锡片:环保与高性能的电子焊接新选择。

焊接工艺差异
无铅锡片 有铅锡片
焊接温度 需更高温度(240℃以上),可能导致PCB板材(如FR-4)受热变形、元件引脚氧化加剧,需优化设备温控精度(±5℃以内)。 焊接温度低(210℃~230℃),对设备和工艺要求较低,兼容性强。
润湿性 纯锡表面张力大,润湿性较差,需使用活性更强的助焊剂(如含松香或有机酸),或增加预热步骤(120℃~150℃)。 锡铅合金表面张力小(约450 mN/m),润湿性优异,焊接时焊点饱满、成形性好,对助焊剂要求低。
焊点缺陷 易出现焊点空洞、裂纹(因冷却时收缩率大,约2.1%),需控制冷却速率和合金成分(如添加0.3%Bi可降低收缩率)。 收缩率低(约1.4%),焊点缺陷率较低。
东莞锡片厂家哪家好?山东锡片供应商
设备与工具要求不同
无铅锡片焊接操作 有铅锡片焊接操作
焊接设备 需适配高温的设备:- 回流焊炉:需更高温区(如峰值温度255℃~265℃)- 波峰焊:需耐铅-free焊料的钛合金焊料槽(普通铜槽易被锡腐蚀)- 手工焊台:功率≥60W,带温度补偿功能。 传统设备即可:- 回流焊峰值温度230℃~240℃- 波峰焊可用普通铜槽- 手工焊台功率40W~60W即可。
烙铁头维护 纯锡易氧化且对铜烙铁头腐蚀性强,需定期上锡保养(每10分钟镀锡一次),建议使用镀铁/镀镍烙铁头(寿命延长3倍)。 铅锡合金对烙铁头腐蚀性弱,常规铜烙铁头即可,保养频率较低(每30分钟镀锡一次)。
自动化适配 需高精度机械臂和视觉系统(因焊点尺寸小、定位要求高),配合氮气保护(减少氧化,提升润湿性)。 自动化要求低,传统设备即可满足,无需氮气保护。
与锡片相关的文章

福建无铅预成型焊片锡片国产厂商
2025-07-02
合金化添加材料(根据用途) • 焊锡片(电子焊接用): 常添加 铅(Pb)(传统含铅焊锡)、银(Ag)、铜(Cu)、铋(Bi)、锑(Sb) 等,形成锡基合金(如Sn-Pb、Sn-Ag-Cu无铅焊锡),以调整熔点、强度和焊接性能。 • 包装用锡片(如食品包装): 通常使用纯锡或低合金锡,确保耐腐蚀性和安全性。 • 工业用锡片(如衬垫、电极): 可能添加少量铜、锌等改善硬度或导电性。 辅助材料(生产过程中使用) • 轧制润滑剂:减少锡坯轧制时的摩擦,常用矿物油或轧制油。 ...
- 山东无铅锡片国产厂家 2025-07-02
- 黑龙江有铅预成型焊片锡片生产厂家 2025-07-02
- 吉林有铅焊片锡片多少钱 2025-07-02
- 有铅预成型锡片价格 2025-07-02
- 江苏有铅预成型锡片 2025-07-02
- 福建无铅锡片工厂 2025-07-02
- 深圳无铅锡片供应商 2025-07-02
- 福建预成型锡片国产厂商 2025-07-02
- 东莞无铅锡片厂家 2025-07-02
- 湖南国产锡片 2025-07-02
与锡片相关的产品

与锡片相关的问题
与锡片相关的热门
- 江门有铅焊片锡片报价 2025-07-01
- 国产锡片报价 2025-07-01
- 湖南有铅锡片 2025-07-01
- 湖南无铅预成型焊片锡片生产厂家 2025-07-01
- 山西无铅预成型锡片国产厂商 2025-07-01
- 安徽预成型焊片锡片厂家 2025-07-01
与锡片相关的标签
产品推荐

福建无铅预成型焊片锡片国产厂商
2025-07-02

山东无铅锡片国产厂家
2025-07-02

黑龙江有铅预成型焊片锡片生产厂家
2025-07-02
吉林有铅焊片锡片多少钱
2025-07-02

深圳有铅锡膏
2025-07-02
相关资讯
- 有铅预成型锡片价格 07-02
- 江苏有铅预成型锡片 07-02
- 福建无铅锡片工厂 07-02
- 江苏有铅预成型锡片工厂 07-02
- 深圳无铅锡片供应商 07-02
- 福建预成型锡片国产厂商 07-02
- 东莞无铅锡片厂家 07-02
- 湖南国产锡片 07-02
- 东莞无铅锡片报价 07-02
- 山西有铅锡片国产厂家 07-01