在汽车制造等工业领域,异响下线检测起着举足轻重的作用。当车辆或机械设备在生产完成即将下线时,通过精细的异响下线检测,能够及时发现潜在的质量隐患。任何细微的异常声响,都可能暗示着部件装配不当、零件磨损或材料缺陷等问题。这些隐患若未在出厂前被识别和解决,在产品投入使用后,不仅会降低用户的使用体验,严重时还可能影响设备的正常运行,甚至引发安全事故。例如,汽车发动机的异响可能导致动力输出不稳定,影响行车安全;工业机械的异常声响则可能预示着关键部件即将损坏,造成生产停滞,带来巨大的经济损失。所以,异响下线检测是保障产品质量、维护企业声誉以及确保使用者安全的重要防线,对于提升产品整体品质和市场竞争力意义非凡。为提升产品可靠性,企业引入前沿的异响下线检测技术,从多维度分析声音特征,杜绝有异响车辆流入市场。定制异响检测台

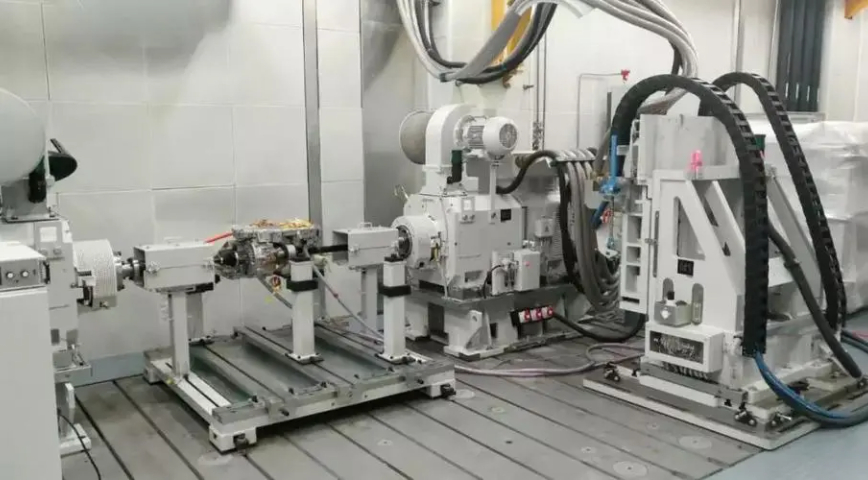
电机电驱异音异响的下线自动检测技术,是保障产品质量和提升企业生产效率的重要手段。在实际应用中,自动检测系统能够与企业的生产管理系统无缝对接,实现数据的实时共享和交互。当电机电驱完成下线检测后,检测系统自动将检测结果上传至生产管理系统,生产管理人员可以通过电脑或移动终端实时查看检测数据和产品质量信息。如果发现某个批次的电机电驱存在较多的异音异响问题,生产管理人员能够及时调整生产工艺和参数,采取相应的改进措施。同时,自动检测系统还可以根据生产管理系统下达的任务指令,自动调整检测参数和检测流程,以适应不同型号和规格的电机电驱检测需求。这种智能化的生产管理模式,使得企业能够更加高效地组织生产,提高产品质量,增强市场竞争力。定制异响检测台对于复杂机械总成,异响下线检测分模块进行。依次检测传动、制动等模块,逐步排查,高效定位问题所在。

下线检测中的电机电驱异音异响自动检测技术,是融合了多种前沿科技的综合性解决方案。首先,传感器技术的发展为自动检测提供了坚实的硬件基础。高精度的振动传感器能够实时监测电机电驱的振动情况,将振动信号转化为电信号传输给控制系统。而声音传感器则专注于捕捉电机电驱运行时产生的声音信号。这些传感器所采集到的数据,通过高速数据传输线路快速传输至**处理器。在**处理器中,运用先进的数字信号处理算法,对采集到的振动和声音数据进行深度分析。通过对信号的频谱分析、时域分析等手段,提取出能够反映电机电驱运行状态的关键特征参数。再利用机器学习算法,将这些特征参数与已建立的正常运行模式和故障模式数据库进行比对,从而实现对电机电驱异音异响的快速、准确诊断。这一技术的应用,不仅提高了检测效率,还能为后续的产品改进和质量提升提供详细的数据支持。
汽车轮胎的异响下线检测也是下线前的必要步骤。车辆行驶时,轮胎发出 “嗡嗡” 声,可能是轮胎磨损不均匀造成的。长期的不正确驾驶习惯,如急刹车、频繁转弯等,或者车辆四轮定位不准确,都会导致轮胎局部磨损严重,产生异响。检测人员会仔细观察轮胎花纹的磨损情况,测量轮胎的胎面厚度,并对车辆进行四轮定位检测。轮胎异响不仅会影响车内静谧性,不均匀磨损还会降低轮胎的使用寿命,增加爆胎风险。对于轮胎磨损问题,可通过轮胎换位、重新进行四轮定位来改善,若轮胎磨损严重,则需更换新轮胎,确保车辆行驶时轮胎无异响,安全下线。为打造行业产品品质,工厂引入先进的检测系统,对生产的每批次产品都进行严格的异响异音检测测试。

检测结果的数据分析与处理异音异响下线 EOL 检测产生的大量数据,需要进行科学、有效的分析与处理。首先,对检测得到的声音和振动信号数据进行分类整理,按照车辆型号、生产批次、检测时间等维度进行归档,方便后续的查询和统计分析。然后,运用数据挖掘和机器学习算法,对这些数据进行深度分析,挖掘其中潜在的规律和异常模式。通过建立数据分析模型,可以预测异音异响问题的发生概率,提前发现可能存在的质量隐患。例如,当发现某一批次车辆在特定部位出现异音异响的频率逐渐升高时,就可以及时对该批次车辆进行重点排查,并对生产工艺进行调整优化,从而有效降低产品的不合格率,提高整体生产质量。工业设备下线阶段,通过分区检测,对不同部位的运转声音进行对比分析,确定异响来源及位置。发动机异响检测公司
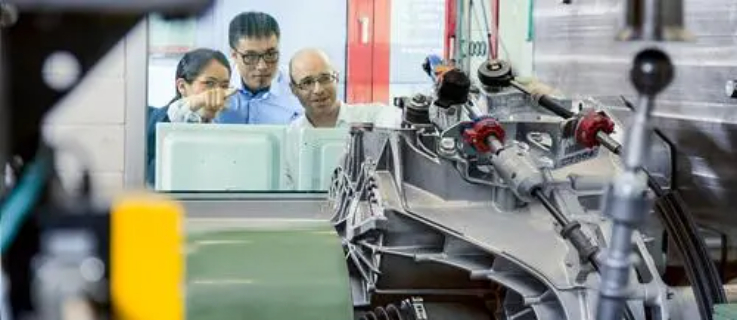
人工经验在异响检测中不可或缺。专业检测员凭借多年听声经验,能辅助仪器,察觉仪器易忽略的细微异常。定制异响检测台
汽车变速器的异响下线检测也是不容忽视的环节。当车辆在换挡过程中,变速器传出 “咔咔” 声,这可能是同步器故障所致。同步器在换挡时负责使不同转速的齿轮实现平稳啮合,若其磨损或损坏,就无法有效完成同步动作,进而产生异响。在检测变速器异响时,检测人员会在车辆运行状态下,模拟各种换挡工况,观察异响出现的时机和规律。变速器异响不仅影响驾驶体验,还可能导致齿轮打齿,使整个变速器系统受损。对于此类问题,需要拆解变速器,检查同步器及相关齿轮的磨损情况,必要时更换损坏部件,确保变速器在换挡时顺畅且无异响,车辆方可顺利下线。定制异响检测台