- 品牌
- XYH
- 型号
- XYH
- 材质
- 玻璃纤维,布基材,橡胶,塑料
- 宽度
- 1000
- 长度
- 2000 可定制3000 9000
- 翘曲度
- 0.3
- 适用范围
- 建筑工程 航天航空 新能源设备
- 产品认证
- SGS
- 加工定制
- 是
- 产地
- 深圳
- 厂家
- 深圳市雄毅华绝缘材料有限公司
- 电压等级
- 50V
- 耐温
- 100℃到150℃,0℃到100℃,150℃到200℃
- 颜色
- 黑色,白色,灰色
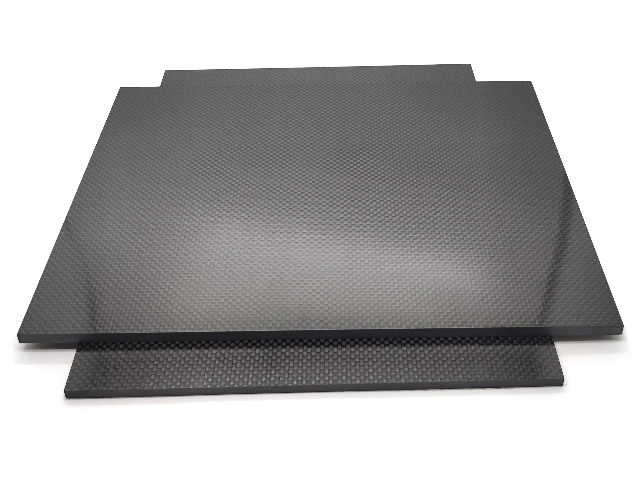
- 厚度
- 20mm,2mm,1mm,10mm,8mm,5mm,可定制
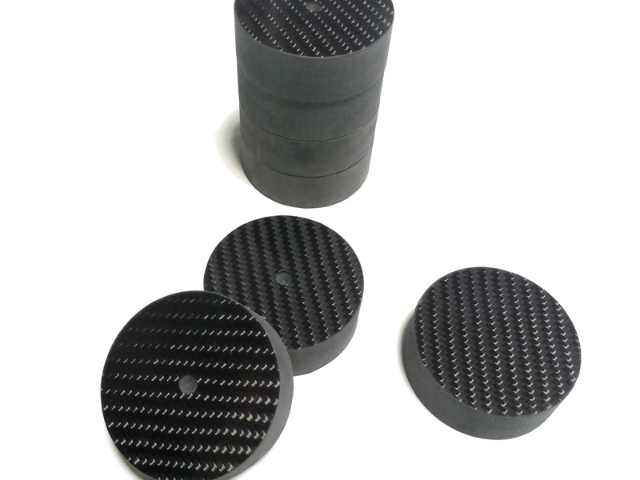
碳纤维板的生产工艺对其成型后的性能具有决定性的影响。预浸料制备阶段需了解控制树脂含量(通常占35%±2%)和挥发物的比例,以确保纤维与基体间的界面结合质量。在热压固化过程中,温度曲线、压力参数及保温时间的充分了解控制直接关系到树脂的交联密度和孔隙率水平。研究表明,孔隙率每增加1%,层间剪切强度可能下降10-15%。因此,现代前沿技术制造领域常会采用热压罐工艺,来通过高温(120-180℃)和高压(0.5-0.7MPa)环境确保产品内部结构致密均匀。滑雪板固定器使用碳纤维板,抗冲击性提升40%,保障高坠安全。江苏预浸料碳纤维板
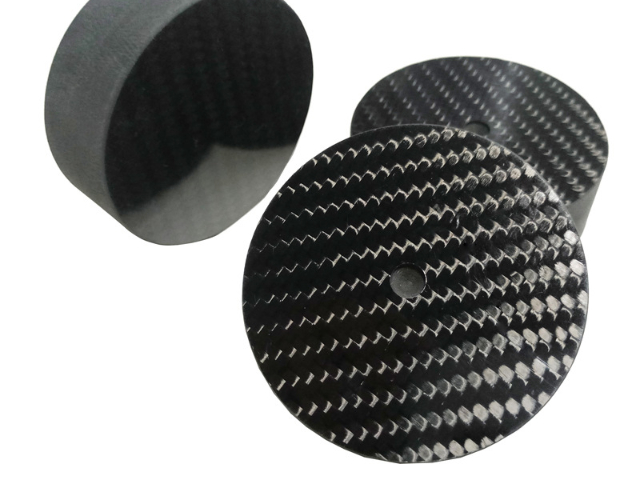
碳纤维板的成型技术多样且各具特色: 热压罐成型:前沿技术领域优先级高的工艺,通过0.5-0.7MPa压力及140-180℃温度环境,生产孔隙率低于1%的品质板材 模压成型:效率高且成本可控,适合大批量生产,但尺寸受模具限制 真空袋成型:设备投资低,可制造大型构件,但产品致密性稍逊 树脂传递模塑(RTM):闭模成型工艺,挥发物排放少,适用于复杂几何形状产品 固化工艺参数对产品性能影响巨大。以典型环氧体系为例:第一阶段以1-2℃/min升温至90℃保温30min,使树脂低黏度流动浸润纤维;第二阶段以相同速率升至140-160℃,保温保压60-120min完成交联反应;之后阶段以0.5℃/min缓冷至60℃以下卸压,避免残余应力导致变形。研究表明,固化压力每提升0.1MPa,层间剪切强度可提高3-5%;而固化度每增加1%,玻璃化转变温度提升约1.2℃。江苏预浸料碳纤维板风电齿轮箱支架采用碳纤维板,减振效率提升45%。
碳纤维板的关键材料体系正经历多维突破。纤维增强体方面,中间相沥青基碳纤维模量突破900GPa,热导率达1200W/(m·K),为下一代高导热结构材料奠定基础。更引人注目的是纳米级增强——碳纳米管接枝碳纤维技术使界面剪切强度提升80%,层间韧性提高150%。树脂基体创新同样活跃:自修复环氧树脂通过微胶囊技术实现损伤部位90%性能恢复;双马来酰亚胺树脂耐温指数突破300℃,满足高超音速飞行器需求;而光固化树脂体系则将成型周期缩短至15分钟。 功能化集成成为材料设计新趋势。在碳纤维板中植入光纤传感器网络,实现结构健康实时监测,应变测量精度±5με7。相变材料改性树脂基体使板材具备热管理功能,储热密度达150J/g,温度波动减少70%。电磁功能化方向:铁氧体/碳纤维混杂编织板实现1-40GHz宽频吸波(吸收率>90%);铜网复合板电磁屏蔽效能突破120dB。
碳纤维板在航空航天领域扮演着不可替代的角色。现代客机结构重量的50%以上采用碳纤维复合材料,其中机身段、机翼主梁、中心翼盒等关键承力部件都有使用到碳纤维板。以波音787和空客A350为例,其机身段大量采用热压罐成型的碳纤维层压板,实现减重20-30%,燃油效率提升15%,同时增加8-10%的有效载荷。在航天领域,碳纤维板被用于卫星支架(热膨胀系数接近零)、火箭发动机壳体(比强度提升40%)及空间站舱体结构(耐原子氧侵蚀)。 前沿技术装备领域同样受益于碳纤维板的优异性能。工业机器人手臂采用碳纤维板后,运动惯量降低25%,定位精度提升0.1-0.2级,同时能耗降低15%。半导体制造装备中的晶圆搬运系统利用碳纤维板的抗磁干扰特性和低热变形特性,将污染颗粒产生减少90%以上。在精密测量领域,碳纤维三坐标测量机平台的热变形量为铸铁平台的1/20,明显提升测量精度稳定性从原材料到成品,碳纤维板的生产过程遵循严格的质量标准规范。

风电齿轮箱碳纤维支架革新了震动控制模式。传统铸钢支架传递20-80Hz低频振动,加速轴承磨损。碳纤维定制层压板(0°/±45°铺层)通过调控刚度矩阵,将共振频率移出工作区间(>100Hz),减震效率达45%。其秘密在于:高阻尼树脂基体(损耗因子0.08)转化振动能为热能,正交铺层结构阻断振动传播路径。在5MW风机中应用后,齿轮箱故障率下降60%,同时减重300kg降低塔顶载荷,年发电量因转速稳定性提升增加3.2%。更通过预埋光纤传感器实时监测应力分布,实现预测性维护。竞技体育装备更多程度的采用碳纤维板,助力运动员突破极限提升成绩。江苏预浸料碳纤维板
隧道工程内壁衬砌有时采用碳纤维板作为增强层或防护层。江苏预浸料碳纤维板
碳纤维板在工业领域持续创造价值。前沿技术机床的横梁和滑座采用碳纤维板后,移动部件重量减轻35%,加速性能提升40%,定位精度提高0.5级。这种轻量化还降低地基要求,减少振动对加工精度的影响(表面粗糙度改善30%)。半导体制造设备中的晶圆传送机械臂应用碳纤维板,将固有频率提升至80Hz以上,避免系统共振,同时静电消散能力(表面电阻10⁴-10⁶Ω)防止微尘吸附。 工业模具领域创新应用碳纤维板。注塑模具采用碳纤维复合材料后,热导率提升至60W/(m·K),冷却时间缩短35%,且热变形量是钢模的1/103。复合材料热压模具应用碳纤维板,重量减轻80%,升温速率提升2倍,能耗降低40%。风电叶片模具采用碳纤维板框架,长度突破100米仍保持极高尺寸稳定性(直线度≤1mm/10m),且可移动重复使用。江苏预浸料碳纤维板
碳纤维板的生产工艺对其成型后的性能具有决定性的影响。预浸料制备阶段需了解控制树脂含量(通常占35%±2%)和挥发物的比例,以确保纤维与基体间的界面结合质量。在热压固化过程中,温度曲线、压力参数及保温时间的充分了解控制直接关系到树脂的交联密度和孔隙率水平。研究表明,孔隙率每增加1%,层间剪切强度可能下降10-15%。因此,现代前沿技术制造领域常会采用热压罐工艺,来通过高温(120-180℃)和高压(0.5-0.7MPa)环境确保产品内部结构致密均匀。滑雪板固定器使用碳纤维板,抗冲击性提升40%,保障高坠安全。江苏预浸料碳纤维板碳纤维板的成型技术多样且各具特色: 热压罐成型:前沿技术领域优先级高的...
- 郑州T1000碳纤维板 2025-06-20




- 湖北电子元件硅胶板定制尺寸 06-20
- 浙江阻燃玻纤板材料 06-20
- 辽宁阻燃环氧板材料 06-19
- 浙江密封垫圈硅胶板 06-19
- 河南医疗器械硅胶板材料 06-19
- 江苏医疗器械硅胶板出口 06-19
- 红色硅胶板加工 06-19
- 海南PCB板环氧板材料 06-19
- 耐高温多少度硅胶板 06-19
- 河北常温硅胶板出口 06-18