企业商机
锡片基本参数
- 品牌
- 吉田
- 型号
- 型号齐全
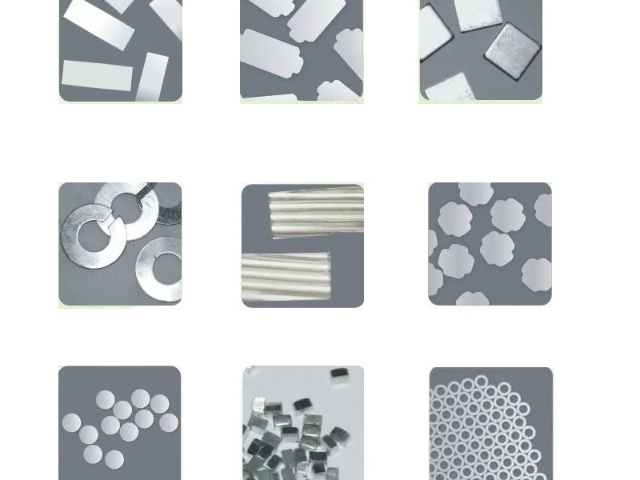
- 类型
- 双向焊片,单向焊片
- 材质
- 银,铜,铅,锡
锡片企业商机
技术挑战与应对
熔点较高
◦ 传统含铅焊料熔点约183℃,无铅锡片(如SAC305)熔点提升至217℃,需调整焊接设备温度,避免元器件过热损坏。
◦ 解决方案:采用氮气保护焊、优化助焊剂活性,或选择低熔点合金(如Sn-Bi-Ag)。
焊点缺陷风险
◦ 可能出现焊点空洞、裂纹(尤其大尺寸焊点),需通过工艺参数优化(如升温速率、保温时间)和焊盘设计(增加散热孔)改善。
成本因素
◦ 银、铋等合金元素推高成本(约为含铅焊料的2~3倍),但随技术成熟与规模效应,成本逐步下降。
无铅锡片和有铅锡片的区别。河南无铅焊片锡片
合金化添加材料(根据用途)
• 焊锡片(电子焊接用):
常添加 铅(Pb)(传统含铅焊锡)、银(Ag)、铜(Cu)、铋(Bi)、锑(Sb) 等,形成锡基合金(如Sn-Pb、Sn-Ag-Cu无铅焊锡),以调整熔点、强度和焊接性能。
• 包装用锡片(如食品包装):
通常使用纯锡或低合金锡,确保耐腐蚀性和安全性。
• 工业用锡片(如衬垫、电极):
可能添加少量铜、锌等改善硬度或导电性。
辅助材料(生产过程中使用)
• 轧制润滑剂:减少锡坯轧制时的摩擦,常用矿物油或轧制油。
• 表面处理剂:如抗氧化涂层(防止锡片氧化)、助焊剂(针对焊锡片)等化学试剂。
• 模具与设备耗材:如轧制辊、铸造模具等,但不属于原材料范畴。

广东吉田半导体锡片(焊片)的潜在定位
结合官网信息(主打半导体材料、可定制化、进口原材料),其“锡片”产品(即焊片)可能聚焦于:
封装用焊片:如SAC305、高铅合金,适配芯片级精密焊接。
定制化形态:支持超薄(20μm以下)、异形切割,满足先进封装(如2.5D/3D封装)需求。
环保与可靠性:符合RoHS标准,原材料进口自美日德,确保低杂质、高一致性。
选型建议
根据温度要求:低温选Sn-Bi,中温选SAC305,高温选高铅合金。
根据精度需求:芯片级焊接选超薄焊片(<50μm),PCB组装选标准厚度(50-200μm)。
关注认证:出口产品需RoHS合规,汽车电子需IATF 16949认证,需MIL-S-483标准。
总结
锡片通过合金成分与形态的多样化,覆盖从消费电子到半导体封装的全场景,主要优势在于高精度连接、耐高温/抗疲劳、环保合规。广东吉田半导体作为材料方案提供商,其焊片产品 likely 依托供应链与品控优势,在定制化焊接材料领域具备竞争力,具体规格需通过企业咨询获取详细技术参数。
电子世界的「连接」
手机主板的「纳米级焊点」:组装一部智能手机需300-500个锡片焊点,直径只有0.1mm。这些焊点通过回流焊工艺(240℃高温持续30秒)将处理器、摄像头模组与电路板熔接,经跌落测试(1.5米摔落10次)仍保持导电率稳定,守护着我们的通讯与数据安全。
新能源汽车的「动力纽带」:电动车电池包内,300片以上的无铅锡片(Sn-Ag-Cu合金)焊接电池电芯与汇流排,在85℃高温与-30℃低温循环中,焊点电阻变化率<5%,确保60kWh以上电量安全输送,支撑车辆续航500公里以上。
操作细节与工艺优化
无铅锡片焊接操作 有铅锡片焊接操作
预热步骤 必须执行阶梯式预热(如分低温100℃→中温150℃→高温200℃),确保板材水分挥发和助焊剂激发,减少爆板风险。 可简化预热(甚至不预热),直接进入焊接温度。
焊点检测 需通过X射线检测BGA焊点内部空洞(允许率<5%),或使用AOI(自动光学检测)排查表面缺陷。 目视检测即可满足多数场景,只高可靠性产品需X射线检测。
人员培训 操作人员需掌握高温焊接技巧,避免烫伤元件;需熟悉无铅焊料的流动性差异(如拖焊时速度需比有铅慢10%~20%)。 操作门槛低,传统焊接培训即可胜任。
总结:操作差异对比
主要差异点 无铅锡片焊接 有铅锡片焊接
温度 高温(240℃+),严控精度 低温(210℃~230℃),宽容度高
助焊剂 高活性、大用量 普通型、常规用量
缺陷控制 防裂纹、空洞,需控温/冷却速率 防虚焊、短路,操作容错率高
设备 耐高温、高精度设备 传统设备即可
工艺复杂度 高(需预热、氮气保护、精密温控) 低(流程简单,兼容性强)
实际操作建议:
• 无铅焊接需优先投资高精度温控设备,使用活性助焊剂,并严格执行预热→焊接→冷却的标准化流程,适合规模化生产;
锡片是电子世界的「连接纽扣」。江苏有铅预成型焊片锡片国产厂家锡片厂家推荐吉田半导体。河南无铅焊片锡片
助焊剂与润湿性处理不同
无铅锡片焊接操作 有铅锡片焊接操作
润湿性问题 纯锡表面张力大(约500 mN/m),润湿性差,焊点易出现不规则边缘或漏焊。 锡铅合金表面张力小(约450 mN/m),熔融后自然铺展性好,焊点饱满圆润。
助焊剂选择 需使用 高活性助焊剂(如含松香增强型、有机酸类),或增加助焊剂涂布量(比有铅多20%~30%);部分场景需预涂助焊剂改善润湿性。 可使用普通松香型助焊剂,甚至免清洗助焊剂即可满足,对助焊剂依赖度低。
表面处理 焊接前需彻底清洁母材表面(如去除氧化层),必要时对引脚镀镍/金提高可焊性;PCB焊盘建议采用OSP、沉金等无铅兼容涂层。 对母材表面氧化层容忍度较高,轻微氧化时助焊剂即可去除,传统HASL(喷锡)焊盘兼容性良好。
河南无铅焊片锡片
与锡片相关的文章

茂名有铅预成型锡片多少钱
2025-07-08
耐腐蚀性在不同场景中的体现 1. 食品与医药包装领域 • 抗有机酸与弱碱腐蚀: 锡对食品中的有机酸(如柠檬酸、醋酸)、弱碱及中性溶液有极强抗性,不会发生明显腐蚀或溶出有害物质。例如: ◦ 镀锡钢板(马口铁)用于饮料罐(如可乐、啤酒),能抵御内容物的弱酸性侵蚀,且锡的溶出量极低(符合食品接触材料安全标准,如欧盟EC 1935/2004)。 ◦ 纯锡箔纸包裹巧克力、茶叶,可长期隔绝水汽和氧气,避免食品氧化变质,同时锡本身不与食品成分发生反应。 • 无毒特性叠加耐腐蚀性: 锡的腐蚀产物(如Sn²⁺、Sn⁴...
- 惠州有铅预成型锡片国产厂家 2025-07-08
- 肇庆无铅预成型焊片锡片价格 2025-07-08
- 上海高铅锡片厂家 2025-07-08
- 汕头无铅焊片锡片价格 2025-07-08
- 山东无铅预成型焊片锡片 2025-07-08
- 江苏有铅焊片锡片价格 2025-07-07
- 天津有铅焊片锡片报价 2025-07-07
- 福建有铅预成型锡片价格 2025-07-07
- 茂名无铅焊片锡片国产厂商 2025-07-07
- 汕头有铅预成型焊片锡片国产厂家 2025-07-07
与锡片相关的产品

与锡片相关的问题
与锡片相关的热门
- 北京高铅锡片多少钱 2025-07-05
- 天津锡片工厂 2025-07-05
- 福建有铅预成型锡片国产厂商 2025-07-05
- 河南预成型焊片锡片生产厂家 2025-07-04
- 北京预成型锡片生产厂家 2025-07-04
- 湛江有铅锡片国产厂家 2025-07-04
与锡片相关的标签
产品推荐

江苏正性光刻胶多少钱
2025-07-10
惠州阻焊光刻胶价格
2025-07-10

沈阳PCB光刻胶国产厂商
2025-07-10
广州制版光刻胶耗材
2025-07-10

广州光刻胶厂家
2025-07-10
相关资讯
- 珠海LCD光刻胶供应商 07-09
- 陕西油性光刻胶供应商 07-09
- 广州激光光刻胶报价 07-09
- UV纳米光刻胶生产厂家 07-09
- 广东正性光刻胶生产厂家 07-09
- 内蒙古油墨光刻胶品牌 07-09
- 苏州LED光刻胶供应商 07-09
- 上海水性光刻胶国产厂家 07-09
- 浙江UV纳米光刻胶厂家 07-09
- 武汉正性光刻胶供应商 07-09