生产橡胶制品时,常见的质量问题及解决方案可归纳如下:橡胶-金属粘结不良:原因:胶浆选用不当、金属表面处理不佳。解决方案:选用合适的胶粘剂,粗化金属表面以增强附着力,确保金属表面无锈蚀、油污等杂质。橡胶表面发粘:原因:硫化不充分、增塑剂等小分子析出。解决方案:调整硫化工艺参数,确保硫化充分;控制增塑剂等小分子的用量,防止其析出。分层:原因:原材料质量差、配方设计不合理。解决方案:选用 原材料,优化配方设计,确保各组分相容性良好。缺胶、气泡:原因:注胶量不足、模具排气不良。解决方案:准确称量注胶量,确保模具排气顺畅,增加排气次数或设置排气槽。喷霜:原因:助剂用量过多、硫化不充分。解决方案:合理控制助剂用量,确保其在橡胶中的溶解度范围内;充分硫化,减少助剂析出。撕裂、拉毛:原因:脱模方式不当、制品过硫。解决方案:改进脱模方式,避免硬脱模;调整硫化条件,防止制品过硫。橡胶制品的收缩率是其成型过程中需要特别关注的一个参数。深圳天然橡胶制品批发

氧化锌在橡胶制品中的应用非常 且重要,以下是其具体应用的详细解释:活性剂与补强剂:氧化锌是橡胶工业中 主要的无机物活性剂。加入胶料后,不仅能加快硫化速度,还能提高交联度,增强橡胶的物理机械性能。活性氧化锌在橡胶中主要用作硫化活性剂,同时也作为补强剂,使橡胶具有良好的耐腐蚀性、抗撕裂性和弹性、伸长率。提高橡胶性能:氧化锌与硫化氢的接触面积大,在胶料中分布均匀,使得界面反应机遇较大,加之活性氧化锌的助催化作用,使得氧化锌转化为硫化锌的转化率高,从而提高橡胶的硫化效率和性能。改善轮胎性能:氧化锌也是汽车轮胎的重要添加剂。它不仅能提高产品的导热性能、耐磨性能、抗撕裂性能、拉伸强度等项指标,还能阻止霉菌生物或紫外线对橡胶的侵蚀,有助于轮胎的散热,保证行车安全。作为着色剂和填充剂:在白色乳胶中,氧化锌还作为着色剂和填充剂,为橡胶制品提供必要的颜色和质地。深圳天然橡胶制品批发在橡胶制品的生产中,配合剂的选择和添加对产品的性能有着至关重要的影响。
橡胶条选购技巧:对于橡胶条的选购其实很简单,通常将归纳为看、闻、问、切四步。1、看材质与工艺看材质:不同用途橡胶条其材质就是不同,同一种的橡胶条其一般是越清晰越好;看工艺:看橡胶密封条表面是否有毛边,平整、光滑的技术工艺是否有利于橡胶密封条的安装。一般消费者可以利用燃烧法下看清其橡胶密封条的材质。2、闻气味好的橡胶材料的气味其有着明显的不同,通常好的橡胶密封条气味没有那么大,相反不好的其气味大,而且不好闻。3、问橡胶产地详细了解其橡胶原材料与产地,如产地、特性与用途等等问题。4、掂重量一般情况下,其相同材质的橡胶条,其重量是相同的。
橡胶并用技术中,相溶性是关键考量因素。天然橡胶、顺丁橡胶及异戊橡胶等因具备良好的相溶性,能以任意比例均匀混合,实现理想的相溶状态。然而,天然橡胶与丁基橡胶等因相溶性不佳,若强行混合,将 削弱硫化胶的实际性能。因此,在橡胶并用时,首要关注的是两种橡胶的相容性及混合效果,这不仅关乎最终产品的性能,还直接影响生产过程中的工艺加工,特别是硫化环节。鉴于橡胶的高粘度特性,其分子间的布朗运动受限,混合过程中的扩散速度较慢,阻碍了互容作用的充分发挥。工业上常采用机械强化、提高温度及添加软化剂等方法,以降低橡胶粘度,促进混合均匀性。尽管如此,从宏观上看,混合后的橡胶虽未出现明显相分离,但真正达到完全溶解状态的情况并不多见。这主要归因于橡胶的固有属性,如极性、内聚能密度、结晶度及分子量等因素,它们共同影响着橡胶间的相容性与混合效果。橡胶制品在医疗领域的应用,如橡胶手套、导管等,对保障医疗安全至关重要。

橡胶制品的修边是生产过程中的重要工序,其常用方法主要包括以下几种:手工修边法:原理:通过手工使用剪刀、刮刀等工具去除橡胶制品的飞边。特点:这是 早的修边方法,但效率较低,且产品质量和速度会因人而异。对于形状复杂、精度要求高的制品,手工修边难以达到完全干净的效果,且容易损伤产品本体与飞边的连接部分。机械修边法:原理:运用 电动修边机,通过旋转刀刃进行修边。特点:相较于手工修边,机械修边效率更高,加工精度也更高。特别适用于一模多腔的制品,可以根据产品形状设计匹配的刀具,实现一次性冲切修边。但需注意冲切温度的控制,避免过高导致粘连。冷冻修边法:原理:在冷冻条件下,橡胶制品的飞边会进入脆化状态,然后通过自身之间的相互 或在动态条件下借助外力去掉飞边。特点:冷冻修边法适用于对修边质量要求较高的制品,如O形圈等。通过低温使橡胶制品变脆,从而更容易去除飞边。这种方法经过几代改善,作业效率和加工质量都有了 提升。橡胶制品的拉伸强度和断裂伸长率是评估其机械性能的重要指标。深圳天然橡胶制品批发
橡胶制品因其独特的弹性和耐磨性,被广泛应用于汽车轮胎的制造中。深圳天然橡胶制品批发
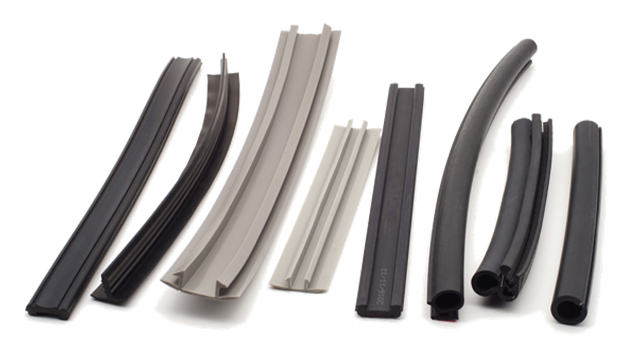
异型橡胶管成型方式:一、模压成型方式异型橡胶管的成型方式有很多种,其中一种是模压。所谓模压,是将加热软化的橡胶放入成型模具中,在高温高压下进行成型。模具是根据异型橡胶管的形状和尺寸进行定制的,成型后的橡胶管形状和尺寸精度高,缺陷少。但是模具成本相对较高,适用于大量生产的情况。二、挤压成型方式异型橡胶管还可以采用挤压成型方式。挤压是指将加热软化的橡胶通过挤出机,挤压成型。挤出的橡胶管形状和尺寸可根据螺杆和模头设计进行调整。挤压成型是异型橡胶管生产中应用较广的一种方法,成本低,但是精度和表面质量较模压稍差。三、注塑成型方式注塑成型是将橡胶或硅胶熔化后注入成型模具中成型,成型后经过热处理,而得到异型橡胶管。注塑成型方式的优点是成型速度快,成型精度高,适用于大批量生产。但是注塑成本高,不适用于小批量生产场景。综上所述,异型橡胶管可以采用模压、挤压、注塑等成型方式进行生产,具体选用哪种方式要根据生产批量、成本、精度等多方面因素综合考虑。深圳天然橡胶制品批发