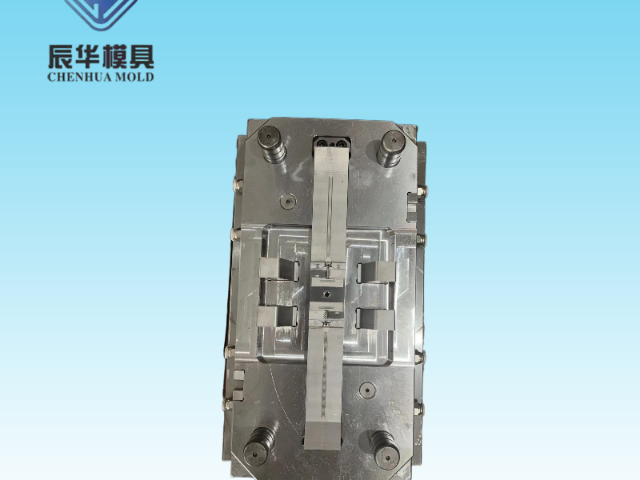
浇口控制在热流道与模腔的连接处设有浇口,浇口尺寸微小,它起到控制塑料熔体进入模腔流速与流量的关键作用。热流道系统能够精细调控浇口处的温度,防止塑料提前凝固,保证熔体在合适的注射速度下平稳注入模腔,从而让成型后的塑料制品密度均匀、外观平整,减少诸如流痕、熔接痕这类缺陷的产生。循环运作完成一次注塑过程,...
汽车扎带模具企业商机
在当今工业制造领域,尼龙扎带模具作为重要的固定材料制造工具,其质量和效率直接关系到下游产品的可靠性和市场竞争力。作为尼龙扎带模具领域的佼佼者,乐清市辰华模具有限公司致力于为全球客户提供创新、质量、高效的模具产品和服务。本文将详细介绍辰华模具的尼龙扎带模具产品,探讨其优势、应用场景以及为何选择辰华模具。乐清市辰华模具有限公司自成立以来,始终秉承“以客户满意、品质至上、交期准时、持续改进”的企业宗旨,致力于发展成为具有时代特色的专业尼龙扎带模具制造公司。公司拥有一支高素质、高技能的专业人才队伍,涵盖了模具设计、生产、品质控制、售后服务等各个环节,确保每一环节都达到比较高标准。汽车扎带生产质量提升,乐清市辰华模具有限公司模具,是您的得力助手。辽宁各种型号定制汽车扎带模具供应商

浇口控制在热流道与模腔的连接处设有浇口,浇口尺寸微小,它起到控制塑料熔体进入模腔流速与流量的关键作用。热流道系统能够精细调控浇口处的温度,防止塑料提前凝固,保证熔体在合适的注射速度下平稳注入模腔,从而让成型后的塑料制品密度均匀、外观平整,减少诸如流痕、熔接痕这类缺陷的产生。循环运作完成一次注塑过程,模具开启,制品脱模被取出。此时,热流道系统依然维持加热保温状态,等待下一轮注塑循环。新的塑料原料又会在注射机作用下被推送进热流道,重复熔体输送、充模成型的流程,得益于热流道的持续“待命”,后续注塑无需像传统冷流道模具那样,要先清理冷料、重新加热流道,缩短了成型周期。辽宁各种型号定制汽车扎带模具供应商乐清市辰华模具有限公司汽车扎带模具,助力企业开拓市场。
产品分析:首先,需对要生产的产品进行多方面分析,包括产品的形状、尺寸精度要求、外观质量标准、批量大小等。了解产品在实际使用中的功能需求,以便确定模具的整体结构和热流道系统的布局。例如,对于薄壁产品,热流道的浇口位置和尺寸需精确设计,确保熔体快速均匀填充型腔。热流道系统设计:根据产品分析结果,设计热流道系统。这包括选择合适的热喷嘴类型(如开放式喷嘴、针阀式喷嘴等),确定流道的直径、长度和布局。流道布局要遵循平衡原则,保证各型腔能同时、等量地得到熔体填充,减少产品的质量差异。同时,要考虑热流道的加热方式,常见的有加热棒加热和加热圈加热,需根据模具大小和温控精度要求合理选择。模具整体结构设计:完成热流道设计后,进行模具整体结构设计。确定模具的分型面、型腔数量、脱模方式等。例如,对于大型模具,可能采用多型腔设计以提高生产效率,此时要确保各型腔与热流道的连接精细无误。设计冷却系统,合理布置冷却水道,保证模具在注塑过程中能快速均匀冷却,提高生产周期。还要设计模具的导向机构、定位机构等,确保模具开合顺畅,各部件在工作时位置准确。
元件小型化:通过缩小喷嘴空间,模具上可以配置更多型腔,从而提高制品产量和注射机利用率。元件标准化:可以减少设计工作的重复性,降低模具造价,并简化易损零部件的更换和维修过程。设计可靠化:通过开发更精密的温控装置,可以更好地控制热流道板和浇口中熔融树脂的温度,从而防止树脂过热降解和产品性能降低。成本问题:热流道元件的价格相对较高,可能导致热流道模具的整体成本大幅上升。在零件产量较小的情况下,模具工具成本的比例可能会显得过高。设备要求:热流道模具的制作工艺对设备的要求严格,需要精密的加工机械来保证质量。同时,热流道系统与模具的集成与配合也需要极高的精确度。操作与维修:热流道模具的操作与维修相对复杂,要求操作人员具备较高的专业知识和技能。制作汽车扎带模具,乐清市辰华模具有限公司严守工艺规范。

加工热流道元件:按照设计要求,使用精密加工机械对热流道元件进行加工,确保其尺寸精度和表面质量满足要求。装配模具:将加工好的热流道元件与模具其他部分进行装配,确保热流道系统的进料口、喷嘴头等与模具型腔正确对接。同时,检查热流道系统的加热元件、温度传感器等是否安装到位,并连接好电源线和控制线。调试与检验:在装配完成后,对模具进行调试和检验。通过加热和注射试验,检查热流道系统是否正常工作,塑料是否能够顺利填充模具型腔并固化成型。同时,还需要检查模具的脱模机构是否灵活可靠,以及模具的整体质量和性能是否满足设计要求。汽车扎带生产效率升级,就用乐清市辰华模具有限公司模具,稳定可靠。浙江定做汽车扎带模具工厂直销
乐清市辰华模具有限公司汽车扎带模具,品质稳定波动小。辽宁各种型号定制汽车扎带模具供应商
加热与注射:在生产过程中,首先需要对模具和热流道系统进行加热,使其达到设定的温度。然后,通过注塑机的料斗将塑料颗粒送入加热筒,在螺杆的推动下逐渐加热至熔融状态,并通过热流道系统流入模具型腔中。填充与保压:熔融塑料充满模具型腔后,注塑机施加一定的压力以保持塑料在模具内充分填满每个角落。在塑料冷却固化的过程中,保持一定的压力以防止塑料回缩。冷却与固化:模具进行冷却以使熔融塑料固化成型。由于流道中的塑料没有凝固,因此在下一次注射时流道仍然畅通无阻。脱模与后续处理:一旦产品冷却到足够的程度且固化成型后,模具便会打开并顶出机构将成型的产品从模具中顶出。随后可以对产品进行必要的后续处理如修剪、检验、包装等以满足客户需求。辽宁各种型号定制汽车扎带模具供应商
与汽车扎带模具相关的文章

江西定制汽车扎带模具销售厂家
- 中国香港定制汽车扎带模具 2025-07-06
- 广东汽车扎带模具选购 2025-07-06
- 天津定做汽车扎带模具零售价 2025-07-06
- 天津定制汽车扎带模具 2025-07-06
- 浙江定做汽车扎带模具工厂直销 2025-07-05
- 安徽定制汽车扎带模具批发商 2025-07-05
- 温州定做汽车扎带模具批发厂家 2025-07-05
- 辽宁各种型号定制汽车扎带模具供应商 2025-07-05
- 广东定制汽车扎带模具批发商 2025-07-04
- 江苏各种型号定制汽车扎带模具工厂直销 2025-07-04
- 乐清定做汽车扎带模具按需定制 2025-07-04
- 山西定做汽车扎带模具厂家 2025-07-04
与汽车扎带模具相关的产品
与汽车扎带模具相关的新闻
-
甘肃各种型号定制汽车扎带模具零售价 2025-07-03 22:10:31在当今工业制造领域,尼龙扎带模具作为重要的固定材料制造工具,其质量和效率直接关系到下游产品的可靠性和市场竞争力。作为尼龙扎带模具领域的佼佼者,乐清市辰华模具有限公司致力于为全球客户提供创新、质量、高效的模具产品和服务。本文将详细介绍辰华模具的尼龙扎带模具产品,探讨其优势、应用场景以及为何选择辰华模具...
-
上海定做汽车扎带模具供应商家 2025-07-03 19:08:57确定热喷嘴个数:根据已确定的进料口位置和每模的腔数,来确定热喷嘴的个数。如果成形某一产品选择一模一件一个进料口,则只需要一个热喷嘴,即选用单头热流道系统;如果成形某一产品选择一模多腔或一模一腔二个以上进料口,则需要多个热喷嘴,即选用多头热流道系统(但有横流道的模具结构除外)。确定热喷嘴尺寸:根据塑件...
-
龙湾区汽车扎带模具价格实惠 2025-07-03 22:10:04辰华模具的汽车扎带模具具有以下特点和优势:创新设计:公司注重模具设计的创新性,能够根据客户需求提供定制化的解决方案。质量材料:采用高质量的材料制作模具,确保模具的耐用性和稳定性。高效生产:拥有先进的生产设备和工艺流程,能够快速、高效地生产出符合客户要求的汽车扎带模具。完善服务:公司提供从设计、生产到...
-
吉林定制汽车扎带模具售后服务 2025-07-03 22:10:06热流道模具通过将传统式模具或三板式模具的浇道与流道进行加热,使得在每一成形时都不需要取出流道和浇道。这种设计可以明显减少生产过程中的废料,并提高生产效率。热流道模具能够加工多种塑料材料,包括但不限于PP、PE、PS、ABS、PBT、PA、PSU、PC、POM、LCP、PVC、PET、PMMA等。这使...
与汽车扎带模具相关的问题
与汽车扎带模具相关的标签
新闻资讯
产品推荐
-
上海各种型号定制膨胀管模具产品介绍
2025-07-06 -
辽宁各种型号定制尼龙扎带模具厂家
2025-07-06 -
天津定做汽车扎带模具零售价
2025-07-06 -
四川定做膨胀管模具供应商
2025-07-06 -

甘肃各种型号定制塑料模具24小时服务
2025-07-06 -
温州定做尼龙扎带模具性价比
2025-07-06 -

山东各种型号定制塑料模具零售价
2025-07-06 -

安徽定做尼龙扎带模具按需定制
2025-07-06 -
天津定制汽车扎带模具
2025-07-06