- 品牌
- 德远管业
- 型号
- 齐全
- 材质
- 齐全
- 通径类型
- 齐全
- 连接形式
- 齐全
- 角度
- 齐全
- 加工定制
- 是
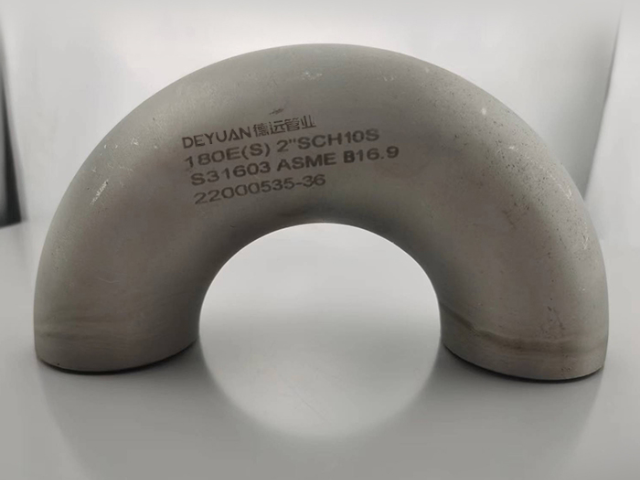
固溶弯头的结构设计兼顾实用性与可靠性。其弯曲角度和半径根据实际管道布局需求定制,常见的 90 度、45 度等标准角度,以及不同倍数的弯曲半径,能够适应各种复杂的管道走向。在弯头的弯曲部位,壁厚设计经过科学计算,适当加厚以增强此处的承压能力,应对介质在转弯处产生的较大压力和冲击力。端口采用标准的坡口形式,便于与管道进行焊接或法兰连接,通过精确的坡口角度和尺寸设计,确保连接紧密,密封性良好,减少泄漏风险。同时,固溶弯头的整体结构紧凑,在空间有限的安装环境中,能够灵活布置,满足不同工程的安装要求。有缝管弯头的应用范围非常广,涵盖了多个工业和民用领域。不锈钢F317L弯头供应
承插弯头的安装要点影响着连接效果和使用安全。安装前,需仔细清理承口和插口表面,去除油污、铁锈等杂质,确保连接部位清洁,以增强焊接或密封效果。将管道插入承口时,要保证插入深度符合规定要求,使两者紧密贴合,避免出现缝隙。采用焊接方式连接时,需由专业人员操作,选择合适的焊接工艺和参数,保证焊缝均匀、牢固,防止出现气孔、裂纹等焊接缺陷。若使用密封材料填充接口,要根据介质特性选择合适的密封材料,并确保填充均匀,达到良好的密封效果。安装完成后,还需对接口进行检查,确保连接牢固、密封可靠。不锈钢弯头供应商焊管弯头的制作工艺决定了其独特的生产特点。

锻造弯头的生产工艺以严谨著称。其制造过程始于对原材料的严格筛选,通常选用高质量的管材或钢坯,为弯头的性能奠定基础。锻造环节主要采用模锻、自由锻等方式,在高温环境下,通过强大的压力使金属材料发生塑性变形,贴合模具形状逐步成型。模锻工艺适用于批量生产规格统一的弯头,利用高精度模具保证产品尺寸的一致性;自由锻则更具灵活性,可根据特殊设计要求塑造出非标准形状。锻造过程中,反复的锤击与挤压促使金属内部晶粒细化,组织结构更加致密,消除原材料可能存在的疏松、气孔等缺陷。成型后,还需经过热处理工序,通过退火、正火等操作,进一步改善材料的机械性能,提升锻造弯头的整体质量与稳定性,确保其能在复杂工况下可靠使用。
固溶弯头的质量保障贯穿生产全流程。从原材料选购开始,严格筛选符合标准的管材,对其化学成分和力学性能进行系统检测,确保材料基础质量。弯头成型过程中,把控加工精度,保证尺寸符合设计要求。固溶处理环节,精确控制加热温度、保温时间和冷却速度等关键参数,确保处理效果达到理想状态。处理完成后,对固溶弯头进行多方面检测,外观检查查看表面是否存在缺陷,无损检测如超声波探伤、射线探伤排查内部质量问题,压力测试模拟实际工况检验其承压和密封性能。只有通过层层严格检测的固溶弯头,才能投入使用,为管道系统的安全稳定运行筑牢防线。热成型弯头在多个领域有着广阔的应用场景。
锻造弯头的应用覆盖多个行业领域。在石油化工行业,因其能承受高温、高压以及腐蚀性介质,常用于炼油装置、化工反应釜的连接管道,确保物料输送过程的安全可靠。在电力行业,无论是火力发电的蒸汽管道,还是核电站的冷却管道系统,锻造弯头都能凭借自身性能满足高温、高压以及高安全性的要求。在建筑行业的供热、给排水系统中,锻造弯头也发挥着重要作用,可有效连接不同走向的管道,保证流体顺畅输送。此外,在船舶制造、机械加工等领域,锻造弯头同样凭借其良好的性能和适应性,成为管道连接不可或缺的部件,在多样化的工程场景中展现出重要价值。双相钢弯头在制造工艺上有着独特之处。不锈钢S30408弯头定做
承插弯头连接强度较高,在承受管道内部介质压力和外部环境作用力时,能够保持稳定。不锈钢F317L弯头供应
无缝管弯头的质量把控是确保其性能的关键环节。从原材料的选购开始,就对无缝钢管的化学成分、力学性能进行严格检测,确保材料符合使用标准。在制造过程中,每一道工序都设置质量控制点,通过无损检测技术,如超声波探伤、涡流探伤等,对弯头内部进行检测,排查是否存在裂纹、砂眼等缺陷。成型后的弯头需进行压力测试,将其置于模拟工作压力环境下,检验其承压能力和密封性,压力测试的压力值通常高于实际工作压力,以确保足够的安全余量。此外,还会对弯头的尺寸进行精确测量,检查管径、壁厚、弯曲角度等参数是否符合设计要求,只有通过系统质量检验的无缝管弯头,才能投入使用,保障管道系统的安全运行 。不锈钢F317L弯头供应
- 不锈钢弯头厂家 2025-05-28
- 不锈钢F317L弯头供应 2025-05-27
- 有缝弯头多少钱 2025-05-27
- 不锈钢SF304L弯头多少钱 2025-05-27
- 不锈钢304L弯头批发 2025-05-27
- 江苏热压弯头 2025-05-26
- 88寸弯头解决方案 2025-05-26
- 浙江双相钢弯头多少钱 2025-05-26
- 浙江DN10弯头供应商 2025-05-26
- 浙江不锈钢304弯头费用 2025-05-25
- 浙江不锈钢F310S弯头供应商推荐 2025-05-25
- 浙江26寸弯头供应商推荐 2025-05-24