- 品牌
- HUCK,WOTON
- 型号
- BOM钉
要保证 BOM 铆钉的质量,可以从以下几个方面入手:设备维护与校准:定期维护和校准生产设备,确保设备的正常运行和精度,减少因设备故障导致的质量问题。人员培训:提高生产人员的技能水平和质量意识,使其能够严格按照操作规程进行生产。环境控制:保持生产环境的清洁、干燥,避免杂质和污染物对铆钉质量的影响。质量追溯体系:建立完善的质量追溯体系,记录生产过程中的关键信息,便于在出现质量问题时能够迅速追溯原因并采取措施。供应商管理:与质量的供应商合作,并对其进行定期评估和管理,确保原材料和零部件的质量稳定。优良品质 BOM 钉,满足您对连接质量的严苛要求。美国cherryBOM钉99-830-1

要通过标准检测 BOM 铆钉,通常需要进行以下方面的检测:镀层检测:如果铆钉有镀层要求(如镀锌、镀铬或氧化等),需用涂层测厚仪测量镀层厚度,确保其满足规定的镀层厚度,使产品具有一定的抗腐蚀能力。例如,镀锌厚度可能在 8-15um 之间,镀铬厚度可能在 5-10um 之间,氧化厚度可能在 5-10um 之间。垂直度与同轴度检测:借助角度尺和游标卡尺等,检测铆钉的垂直度(铆钉的中心轴线与头部截面相对于 90 度产生的公差)和同轴度(铆钉钉头对钉杆轴线的同轴度公差)。光伏支架用BOM钉MGLP-UBOM 钉,高效连接,为您的工作创造更多价值。

要通过标准检测 BOM 铆钉,通常需要进行以下方面的检测:抗剪强度和抗拉强度试验:使用万能材料试验机进行测试。对于抽芯铆钉,剪裁试验时,将剪切试验夹具装在试验机上,夹头移动速度不应超过15mm/min,连续加载直到铆钉断裂,在规定的抗剪载荷下,试验铆钉不应出现裂缝;拉伸试验时,同样将拉伸试验夹具装在试验机上,以不超过15mm/min的速度加载直到铆钉断裂,在规定的抗拉载荷下,铆钉不应出现裂缝且不应从试验夹具中拉脱,方符合检测标准。
选择适合的BOM铆钉时,可以考虑以下几个方面:连接强度需求:首先确定工件连接位置对单个铆钉所需提供的抗拉强度和抗剪切强度。根据工件需要的总连接强度以及布置铆钉的数量,推算单个铆钉的强度要求。BOM铆钉作为高精强度的结构型铆钉,适用于要求高荷载、单面安装的场合。其采用特有的环槽锁紧和环槽断裂技术,具有高夹紧力和高抗剪力性能,能从根本上解决普通铆钉在振动情况下易松动的问题。被铆接物的厚度:测量需要铆接工件的总厚度,以确定铆钉所需的“铆接值”。选择的铆钉其铆接范围应能涵盖工作厚度,否则可能导致铆接不牢。如果铆钉长度不足,将无法在工件背面正确形成足够的盲面支撑。坚固的 BOM 钉,让您的作品经得起时间的考验。

要通过标准检测 BOM 铆钉,通常需要进行以下方面的检测:盐雾试验:按照采购订单要求的时间进行盐雾测试,以检验铆钉的抗腐蚀性能。一般未注明的盐雾测试时间要求达到16小时以上,通常要求达到防护等级8级、外观等级6级以上为合格。特殊要求的产品则按照具体订单要求执行。包装及标识检查:检查铆钉的包装是否完整齐全,标识是否清晰明了,包含规格、状态、批号、出厂日期、合格证等信息。具体的检测项目、要求和方法可能会因BOM铆钉的类型、用途、相关标准以及客户的特殊要求而有所不同。在进行检测时,应参考相应的国家标准、行业标准或企业内部制定的规范。稳定的 BOM 钉,为您的作品增添牢固的连接元素。可追溯BOM钉99-3122
选择 BOM 钉,享受稳固连接带来的安心与便捷。美国cherryBOM钉99-830-1
供应商可以通过以下多种方式来保证产品质量:风险管理识别可能影响产品质量的风险因素,如设备故障、原材料供应中断、人为失误等,并制定相应的预防和应对措施。与客户保持良好沟通及时了解客户的需求和反馈,将其纳入质量改进的考虑因素。主动提供产品质量报告和相关证明文件,增强客户对产品质量的信任。第三方认证和检测积极寻求第三方质量认证,如UL、CE等,提升产品的市场认可度。定期委托第三方检测机构对产品进行抽检,验证产品质量的稳定性。供应链协同与上下游供应商建立紧密的合作关系,共同提升整个供应链的质量水平。分享质量经验和最佳实践,促进供应链的协同发展。美国cherryBOM钉99-830-1

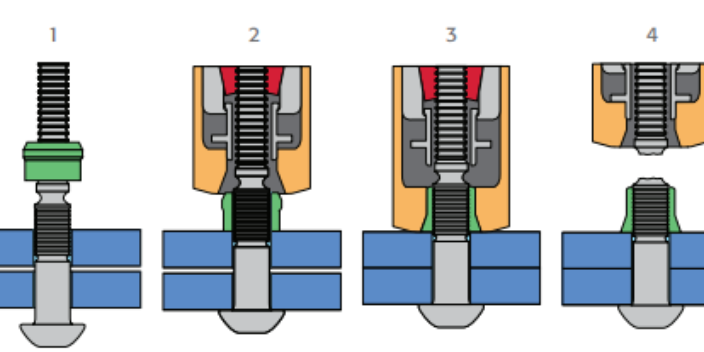
产品特点高夹紧力和高抗剪力:BOM钉在铆接过程中,通过拉伸钉杆并推挤钉套,形成过盈配合,实现可靠的紧密连接。其抗剪力和抗拉力分别为环槽铆钉的1.6倍和1.3倍,具有较高的紧固性能。不易松动:采用特有的环槽锁紧、环槽断裂技术,在外界拉力下,拉伸钉杆挤压钉套产生塑性变形,靠变形部位夹紧基材,从根本上解决了普通紧固件在振动情况下松动的问题。单面放钉:与双面盲拉铆钉不同,BOM钉可以从基材的正面放入并拉铆,操作更为便捷,特别适用于作业空间狭窄的结构。高精度和高效率:BOM钉的铆接过程无需矫正工序和检测扭矩工序,工艺技术简单,对操作人员的专业技能要求低,同时提高了生产效率。想要牢固连接?BOM 钉是您的...
- 美国哈克BOM钉99-7851 2025-04-16
- 可追溯BOM钉BOM-R8 2025-04-16
- 气动BOM钉BOBTAIL 2025-04-16
- 电动BOM钉SF46 2025-04-16
- 振动筛用BOM钉99-7881 2025-04-16
- 重卡车架用BOM钉MBP-R 2025-04-16
- 短尾BOM钉99-100-245 2025-04-16
- 美国cherryBOM钉99-3006 2025-04-15
- 无断槽BOM钉2581 2025-04-15
- 单面铆钉BOM钉99-5010 2025-04-15


- GBPBOM钉C6LB-R 2025-04-14
- 美国cherryBOM钉99-830-1 2025-04-14
- 风机塔筒用BOM钉HK432-2 2025-04-14
- 美国HUCKBOM钉256 2025-04-14
- 电动BOM钉HK3413 2025-04-14
- 风机塔筒用BOM钉SF32 2025-04-14





- 天津美国原装进口环槽铆钉LMY-T25- 04-22
- 江苏短尾环槽铆钉LMY-T25- 04-22
- 鹤壁美国cherryHUCK铆钉 04-22
- 西藏环槽铆钉环槽铆钉 04-22
- 美国哈克环槽铆钉HK32-002 04-22
- 环槽铆钉HUCK铆钉 04-22
- 湖南不锈钢HUCK铆钉MBP-R8- 04-21
- 美国HUCK虎克铆枪6304 04-21
- 美国原装进口虎克铆枪MBP-R 04-21
- 西藏电动虎克铆枪 04-21