- 品牌
- MFQ
- 型号
- 3621
- 尺寸
- 0.1
- 重量
- 0.1
- 产地
- 深圳
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 模具钢
- 配送方式
- 物流
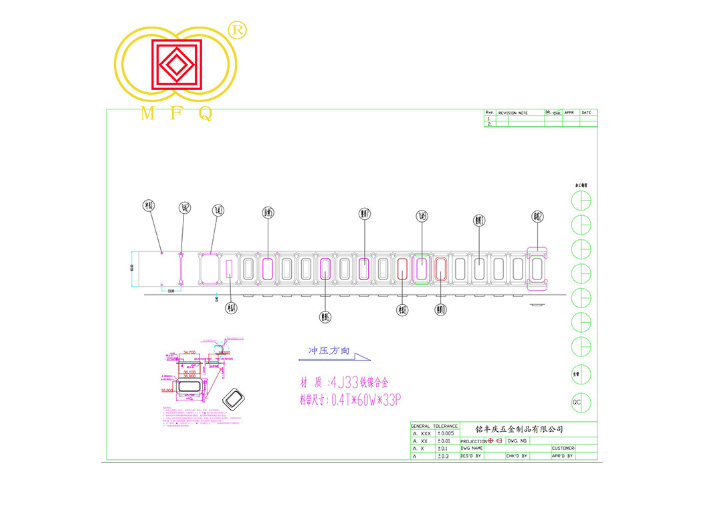
冲压常用材料及选用编辑1、冲压常用材料冲压生产中常用的材料是金属材料(包括黑色金属和有色金属),但有时也用非金属材料。其中黑色金属主要有普通碳素结构钢、优质碳素结构钢、合金结构钢、碳素工具钢、不锈钢、电工硅钢等;有色金属主要有纯铜、黄铜、青铜、铝等;非金属材料有纸板、层压板、橡胶板、塑料板、纤维板和云母等。冲压用金属材料的供应状态一般是各种规格的板料和带料。板料可用于工程模的生产,带料(卷料)用于连续模的生产,也可以用于工程模的生产。板料的尺寸较大,可用于大型零件的冲压,也可以将板料按排样尺寸剪裁成条料后用于中小型零件的冲压;带料(又称卷料)有各种规格的宽度,展开长度可达几十米,成卷状供应,适应于连续模大批量生产的自动送料。关于各种材料的牌号、规格和性能,可查阅有关手册和标准。2、冲压材料的合理选用冲压材料的选用要考虑冲压件的使用要求、冲压工艺要求及经济性等。 变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。广东五金模具加工
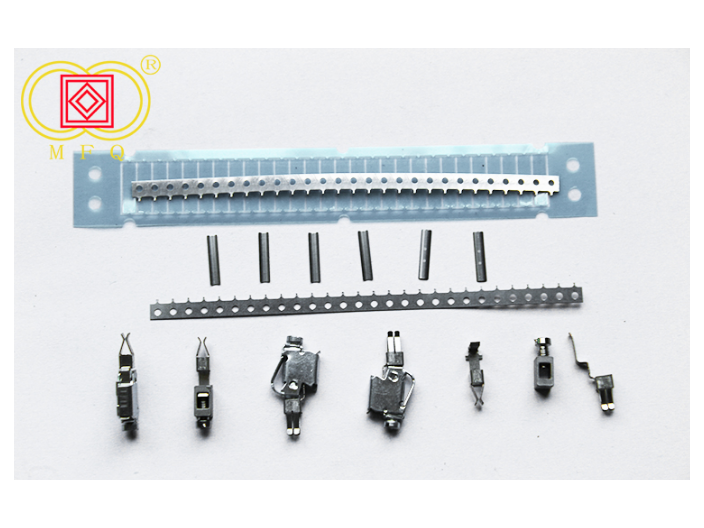
依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。a.冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。b.弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。c.抽制模具:抽制模具是将平面毛胚制成有底无缝容器。d.成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。e.压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。 广东五金模具加工成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身产生局部塑性变形的模具。
系统软件设计整个系统由上位机来管理。系统软件语言采用(IDE)集设计、修改、调试、生成等功能于一体,人机交互界面十分友好。它是功能强大的Windows环境下的编程语言简单易学可视化程度高。系统软件结构采用模块化结构,共有5个功能模块:系统开机后进入Windows界面双击“数控单元冲模”图标,即弹出应用界面,可选择功能模块。系统软件功能模块图如图6所示。编辑模块用来完成用户对所设定的参数组进行操作的程序的编辑、修改、生成。参数设定模块将输入的参数组制成数据表,送入数据库以备程序的调用。运行管理模块负责程序的运行、中断。通信模块负责上、下位机之间的通信管理,就是将控制程序段及调用的参数组使用MSCOMM控件,通过RS232串行口送入单片机使单片机执行控制工作。查询模块。方便用户对已存文件的查看与调用。
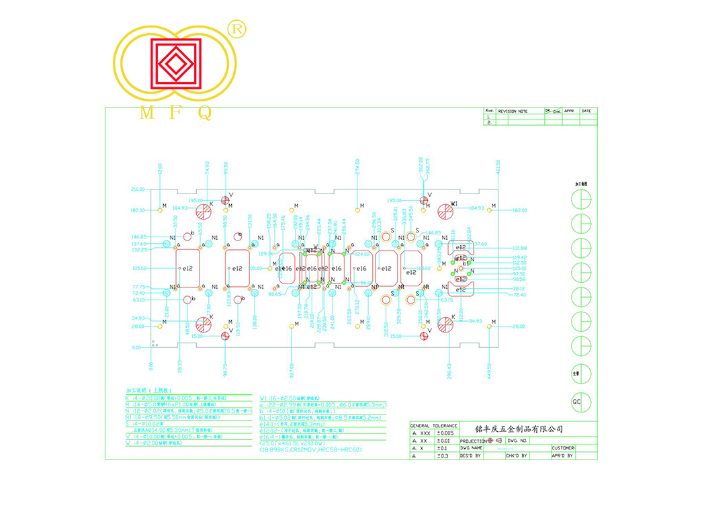
钣件的形状可分割成一些简单的图形元素,然后合成所需图形。例如:矩形是4个直角的合成;波浪形是一些曲线的合成等。因此,对于一些精度要求较高的小批量甚至单件生产的钣金件,可以用一些通用件迅速组装成单元冲压模具,采用数控技术,使之快速成形。将被加工钣金件看成一个可被分割的平面图形,对分割出来的简单图形元素进行数字化处理。即按其方位进行定位编码。如图1所示的非等距简单图形零件的数字化,缺口1、2、3、4的(Δx,Δy)均相等,方孔5的(Δx,Δy)均等于2倍的(Δx,Δy),设现有通用冲头的宽等于Δx,长等于Δy,则按如图1所示进行编号。缺口1由位置(2,0)以及位置(3,0)合成,缺口2、3、4同样由两个位置合成,方孔由8个位置合成。如果采用矩形单元快速成形,可以获得如图2所示的二维编码,由于划分过细使得到的编码较长。如果采用正方形单元快速成形,则可以获得如图3所示的二维编码,其编码减小一半。矩形单元二维编码如下:对于等距简单图形零件如钥匙齿形的快速成形由于齿距相等河以进一步简化编码。钥匙齿形编码示意图,如图2所示。图中采用三角形单元,实际应用采用的是梯形单元编码可以降为一维数组。参数定义:齿数--冲压的次数,现假使为5。 如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
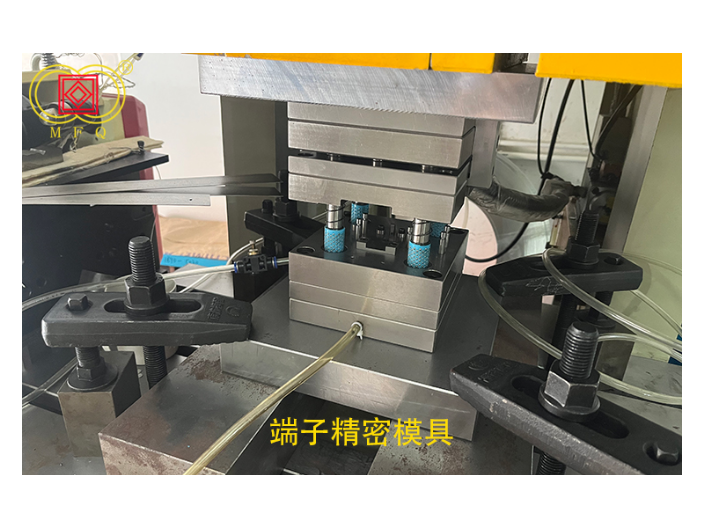
模具设计的安全要点在结构上应尽量保证进料、定料、出件、清理废料的方便。对于小型零件的加工要严禁操作者的手指、手腕或身体的其他部位伸入模区作业;对于大型零件的加工,若操作者必须手入模内作业时,要尽可能减少入模的范围,尽可能缩短身体某部位在模内停留的时间,并应明确模具危险区范围,配备必要的防护措施和装置。模具上的各种零件应有足够的强度及刚度,防止使用过程中损坏和变形,紧固零件要有防松动措施,避免意外伤害操作者。不允许在加工过程中发生废料或工件飞弹现象,影响操作者的注意力,甚至击伤操作者。另外要避免冲裁件毛刺割伤人手。不允许操作者在进行冲压操作时有过大的动作幅度,避免出现使身体失去稳定的姿势;不允许在作业时有过多和过准的动作。应尽量避免冲压加工时有强烈的噪声和振动。模具设计应在总图上标明模具重量,便于安装,保障安全。20千克以上的零件加工应有起重搬运措施,减轻劳动强度。装拆模具零件时应方便安全,避免有夹手、割手的可能;模具要便于解体存放。总之,模具中的哪怕是细微的问题都会影响安全,只有对每种作业中的具体问题进行分析,才能提出模具中的安全注意事项。 使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程度的一种拉深工序。广东五金模具加工
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。广东五金模具加工
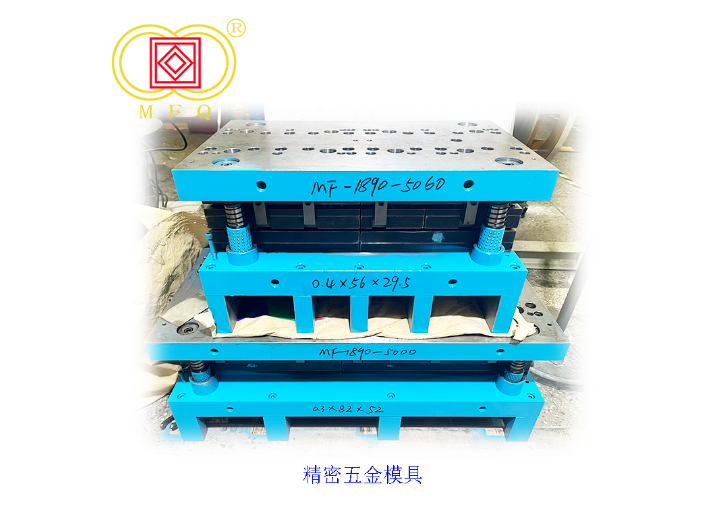
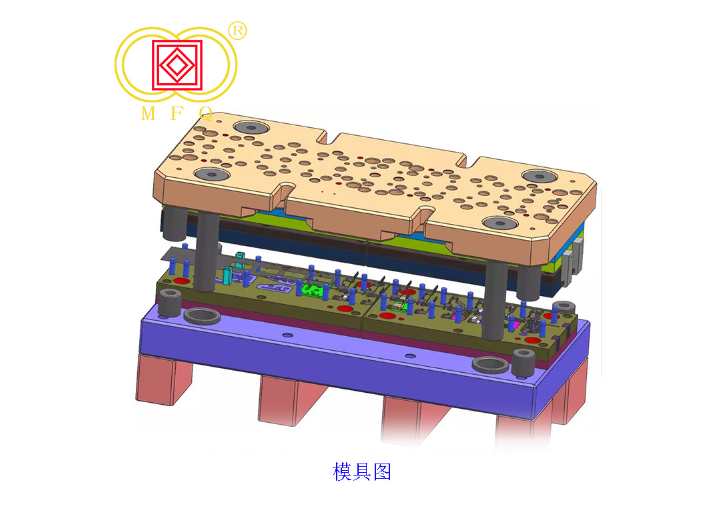
导向零件导柱和导套是应用的一种导向零件。其作用是保证凸凹模在冲压工作时有精确的配合间隙。因此,导柱、导套的间隙应小于冲裁间隙。导柱设在下模座,要保证在冲程下死点时,导柱的上端面在上模板顶面以上少5至10毫米。导柱应安排在远离模块和压料板的部位,使操作者的手臂不用越过导柱送取料。支承及夹持零件它包括上下模板、模柄、凸凹模固定板、垫板、限位器等;上下模板是冲模的基础零件;其他各种零件都分别安装固定在上面。模板的平面尺寸,尤其是前后方向应与制件相适应,过大或过小均不利于操作。有些模具(落料、冲孔类模具)为了出件方便,需在模架下设垫板。这时垫板比较好与模板之间用螺钉连接在一起,两垫板的厚度应相等。垫板的间距以能出件为准,不要太大,以免模板断裂。紧固零件它包括螺钉、螺母,弹簧、柱销、垫圈等.一般都采用标准件。冲压模具的标准件用量较多,设计选用时应保证紧固和弹性顶出的需要,避免紧固件暴露在表面操作位置上,防止碰伤人手和妨碍操作。 广东五金模具加工
- 贵州定做五金模具 2024-04-27
- 精密五金五金模具按需定制 2024-04-18
- 五金模具是什么 2024-04-15
- 浙江精密五金五金模具 2024-04-07
- 浙江钛合金五金模具 2024-04-07
- 甘肃眼镜配件五金模具 2024-02-04
- 安徽五金模具定制 2024-01-28
- 五金制品商家五金模具规格 2024-01-01
- 浙江钛合金五金模具 2023-12-25
- 医疗健康五金模具按需定制 2023-11-13
- 比较好的五金模具是什么 2023-10-23
- 广东五金模具加工 2023-10-23