- 品牌
- 永贞
- 型号
- 2100
- 产地
- 中山
碳中和认证充电辊:全生命周期零碳从橡胶树种植(采用可持续橡胶计划)、工厂光伏供电到回收再生,全流程碳足迹清零。经SGS核算,单辊等效植树1.2棵,某科技企业采购后,其打印设备碳足迹降低15%,助力达成碳中和承诺。电竞场馆充电辊:8ms响应,极速成绩单输出针对电竞比赛实时数据打印,优化驱动系统响应时间至8ms,配合永贞高速碳粉,实现160张/分钟无延迟充电。在某国际电竞馆实测,从数据生成到成绩单打印完成*需12秒,确保赛事结果即时公示。珠宝标签充电辊:1.5pt字体,0.03mm锐度适配珠宝行业微小标签打印,充电辊表面经离子束抛光(Ra<0.01μm),在2000dpi分辨率下,1.5pt字体边缘锐度达0.03mm,钻石净度等级字符清晰可辨。某珠宝品牌使用后,标签返工率从5%降至0.3%,提升**产品品控。充电辊轴向窜动量需<0.05mm,防止接触不良。全新兼容Bizhub C554充电辊厂家报价

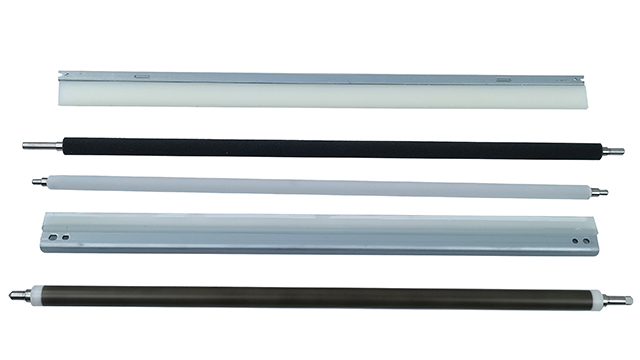
充电辊的主要作用机制充电辊作为复印机成像系统的关键部件,主要功能是通过接触式充电为鼓芯表面均匀赋予静电电荷。其工作原理为:充电辊表面的导电橡胶与鼓芯紧密接触,在高压发生器(通常输出-600V直流电压)作用下,通过离子传导使鼓芯表面形成均匀的电荷层(标准电位-800V~-1000V)。该电荷层的稳定性直接决定后续曝光、显影环节的精度,若充电不均匀,会导致图像浓度偏差、底灰或全白页故障。镀镍充电辊的技术优势镀镍充电辊采用金属芯轴表面电镀镍磷合金工艺(镀层厚度20-25μm),硬度达HV500-600,耐腐蚀性较普通钢轴提升5倍。镍层的高导电性(电阻率×10⁻⁸Ω・m)确保电荷传导效率,在柯尼卡美能达C654设备中,连续50万印次测试显示,充电电压波动<±3%。同时,镍层表面粗糙度μm,与鼓芯贴合间隙<,有效避免边缘放电不均。 全新兼容Bizhub C554充电辊厂家报价充电辊支架轻量化设计,强度不变重量减 30%。
智能温控充电辊:-20℃极速启动,0等待内置PTC智能加热模块(功率8W),-20℃环境下自动升温至25℃±1℃,预热时间<45秒。东北冬季实测显示,设备启动故障率从40%降至3%。导热硅胶层(热导率2.0W/m・K)确保辊体温度均匀,避免因低温导致的电荷分布不均,保障北方严寒地区的稳定打印。快拆式充电辊:2分钟维护,70%备件通用用球形锁扣快拆结构,旋转90°即可完成更换,单人操作耗时<2分钟。防呆定位销确保安装偏差<0.08mm,兼容惠普、佳能、施乐等70%主流机型。某物流企业引入后,维护工时成本降低65%,备件库存种类减少50%,好的提升运维效率。
充电辊与碳粉的协同效应:粒径与导电性的匹配原则碳粉粒径影响充电效率:5-8μm碳粉需充电辊表面粗糙度Ra0.2-0.3μm(比较好吸附状态),而10-15μm碳粉可适配Ra0.4-0.5μm。碳粉导电性(电阻率10⁹-10¹⁰Ω・cm)与充电辊电阻(10⁸Ω)形成比较好电荷转移组合,若碳粉受潮(电阻率<10⁸Ω),会导致充电辊表面电荷流失,出现图像淡白缺陷。图文要点:绘制碳粉粒径-粗糙度匹配图表,标注不同粒径对应的比较好Ra值。未来充电辊技术前瞻:无线充电与自修复涂层①无线充电技术:通过电磁感应原理为鼓芯充电,消除机械接触磨损,预计寿命提升至无限长,目前实验室阶段已实现-500V电压传输(效率75%);②自修复涂层:微胶囊技术使橡胶层在磨损时自动释放纳米修复剂,24小时内恢复表面平整度,实测修复后粗糙度恢复至原始值95%。图文要点:配无线充电原理示意图与自修复涂层显微修复过程动图。充电辊接地弹簧抗疲劳测试 10 万次,弹力衰减<10%。
充电辊压力调节:0.01mm级精度影响成像充电辊与鼓芯的接触压力直接决定电荷传导效率。压力过低(<0.15N/cm²)会导致接触面积不足,产生全白页;压力过高(>0.25N/cm²)则加速鼓芯磨损。通过弹簧结构调节压力时,建议使用压力分布测量仪(如富士Prescale)检测,理想状态下接触宽度2-3mm,压力均匀性误差<±5%。图文要点:展示压力测试流程动图,标注标准压力值与异常后果。充电辊常见故障:底灰与全白页的排查逻辑-底灰问题:可能原因①充电辊表面脏污(碳粉结块),需清洁并检查涂层磨损;②压力不足(弹簧疲劳),需校准压力或更换弹簧;③鼓芯老化(涂层电阻升高),需同步更换鼓芯。-全白页:可能原因①高压发生器故障(无电压输出);②充电辊轴芯断裂(电荷无法传导);③接触不良(轴套磨损导致辊体偏移)。图文要点:绘制故障树流程图,标注排查步骤与对应解决方法。充电辊支架加固设计,抗震动不变形,适配车载移动打印。全新兼容Bizhub C554充电辊厂家报价
充电辊表面能控制(γ<25mN/m)降低碳粉静电吸附残留。全新兼容Bizhub C554充电辊厂家报价
每种类型都有其适用场景,需根据打印量、环境条件和质量要求选择。现代复合辊通过材料工程优化,在弹性、导电性和耐磨性之间取得比较好平衡。充电辊生产工艺生产过程包括精密金属加工、多层材料复合和表面处理。金属芯轴经抛光、清洗后镀镍防锈。弹性层采用模压成型,确保均匀厚度和回弹性。导电层通过喷涂或浸渍工艺形成,需严格控制石墨含量以达到目标电阻率。表面涂层采用静电喷涂或化学气相沉积,形成均匀保护层。关键工艺参数包括层间结合强度、表面粗糙度(Ra≤0.5μm)和厚度公差(±0.05mm)。在线检测系统监控每道工序质量,确保产品一致性。特殊工艺如等离子处理可增强层间粘接,激光雕刻用于编码和追踪。整个生产过程在无尘环境中进行,保证产品高可靠性。全新兼容Bizhub C554充电辊厂家报价
碳中和认证充电辊:全生命周期零碳从橡胶树种植(采用可持续橡胶计划)、工厂光伏供电到回收再生,全流程碳足迹清零。经SGS核算,单辊等效植树1.2棵,某科技企业采购后,其打印设备碳足迹降低15%,助力达成碳中和承诺。电竞场馆充电辊:8ms响应,极速成绩单输出针对电竞比赛实时数据打印,优化驱动系统响应时间至8ms,配合永贞高速碳粉,实现160张/分钟无延迟充电。在某国际电竞馆实测,从数据生成到成绩单打印完成*需12秒,确保赛事结果即时公示。珠宝标签充电辊:1.5pt字体,0.03mm锐度适配珠宝行业微小标签打印,充电辊表面经离子束抛光(Ra<0.01μm),在2000dpi分辨率下,1.5pt字体边...
- ECOSYS M6530cdn充电辊生产厂家 2025-05-19
- Bizhub C360i充电辊厂家供应 2025-05-19
- Bizhub C224充电辊厂家报价 2025-05-19
- 全新兼容ECOSYS M5521cdw充电辊厂家直销 2025-05-19
- ECOSYS P6035cdn充电辊生产厂家 2025-05-18
- 柯美DR618CMY彩色充电辊厂家直销 2025-05-18
- 柯美DR316CMY彩色充电辊技术指导 2025-05-18
- ECOSYS FS-4300DN充电辊量大从优 2025-05-18
- 全新兼容Bizhub C7128充电辊源头厂家 2025-05-18
- ECOSYS P6130cdn充电辊批发厂家 2025-05-18

- 全新兼容京瓷DK5231CMY彩色充电辊技术指导 2025-05-17
- 全新兼容京瓷DK5431CMY彩色充电辊厂家报价 2025-05-17
- 柯美DR314充电辊 2025-05-17
- ECOSYS FS-4300DN充电辊价格多少 2025-05-17
- 全新兼容Bizhub C7122充电辊批发厂家 2025-05-17
- 全新兼容立思辰GB7531cdn充电辊 2025-05-17





- Bizhub C224鼓维护套件各系列复印机配件 05-20
- 全新兼容Bizhub C554e鼓架供应商家 05-20
- 全新兼容ECOSYS M2735dw显影仓国内生产销售为一体的源头制造厂家 05-20
- 全新兼容302RV93030显影组件硬配套设施齐 05-20
- 全新兼容Bizhub C750i感光鼓组件源头厂家 05-20
- 全新兼容302RV93030 显影组件生产企业 05-20
- 全新兼容ECOSYS M2735dw显影仓打印机复印机配件直营供应商 05-20
- 全新兼容Bizhub C224套鼓硒鼓供应商 05-20
- 全新兼容Bizhub C454e鼓架厂家报价 05-20
- 全新兼容Bizhub C227鼓架 05-20