- 品牌
- 弘盛科技
- 型号
- 通用
随着环保政策的日益严格和资源循环利用需求的增长,特种浓缩技术的应用前景更加广阔。广州弘盛科技发展有限公司将持续加大研发投入,聚焦高难度水质的浓缩处理与资源回收技术创新,推动膜分离、蒸发结晶、电化学等技术的深度融合,提升系统的效率、稳定性和经济性。同时,公司将进一步完善售后服务体系,建立远程监控平台,实现设备运行状态的实时监测和故障预警,为客户提供更高效、更便捷的服务,助力各行业实现绿色生产和可持续发展,成为特种浓缩领域的技术者和解决方案提供商。新能源领域借助特种浓缩,高效回收锂电池中的稀有金属。桂林植物提取特种浓缩

食品发酵行业的高浓度有机废水处理需要兼顾环保与资源回收,广州弘盛的特种浓缩技术采用 “厌氧消化 + 膜浓缩” 的组合工艺。在酒精、味精等生产过程中产生的高浓度有机废水,先通过厌氧反应器将有机物转化为沼气,实现能量回收,再利用超滤膜和反渗透膜对厌氧出水进行浓缩,使清液达到排放标准或回用水标准,浓液中的残余有机物可进一步处理或作为肥料原料。某味精厂应用该技术后,每年回收的沼气可满足工厂 10% 的能源需求,废水处理成本降低 40%,同时减少了化学药剂的使用量,实现了环保与经济的双重效益。来宾生物制品特种浓缩食品添加剂特种浓缩,保障纯度,符合国际标准 。

面对高放射性废水处理这一世界性难题,广州弘盛的特种浓缩技术展现出独特优势。公司研发的特种离子交换树脂与膜浓缩耦合工艺,能精确吸附放射性核素。在核电站废水处理中,系统先通过特种离子交换树脂选择性吸附铯、锶等放射性离子,再利用耐辐照的纳滤膜进行深度浓缩,将放射性物质浓缩至原体积的 1/100。浓缩后的放射性浓液采用固化处理,安全填埋;而净化后的水达到排放标准,可回用或排放。该技术不仅大幅降低了放射性物质的处理体积,还通过多层屏障防护设计,确保操作人员安全,为核电行业的可持续发展提供了可靠的环保保障。
在海水提溴领域,广州弘盛的特种浓缩技术大幅提升了溴资源的提取效率。传统海水提溴采用空气吹出法,能耗高且回收率低。弘盛研发的 “纳滤预浓缩 + 蒸馏富集” 工艺,利用纳滤膜对海水中的溴离子进行预浓缩,使溴离子浓度从 60 - 80mg/L 提升至 300 - 500mg/L,减少后续蒸馏处理量。浓缩后的海水再通过蒸馏塔进行溴的富集,溴回收率提高至 95% 以上,能耗降低 30%。该技术已成功应用于多个沿海溴化工企业,帮助企业提高了溴资源的利用率,增强了市场竞争力。电池回收特种浓缩,助力新能源产业可持续发展 。
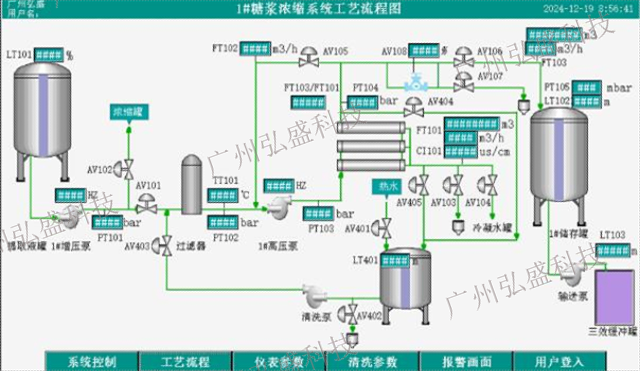
广州弘盛为制糖行业的糖蜜废水处理,开发出 “厌氧发酵 - 超滤 - 反渗透浓缩” 特种浓缩技术。糖蜜废水有机物含量极高,且含有大量糖分、氨基酸等物质。弘盛的工艺先通过厌氧发酵将废水中的有机物转化为沼气,实现能源回收;再利用超滤膜分离回收蛋白质等大分子物质;通过反渗透膜对废水进行浓缩,浓缩液用于制作液态肥,清液达到排放标准。某糖厂应用该技术后,每年可产生沼气数百万立方米,回收蛋白质上千吨,同时减少了废水排放量,实现了资源的循环利用。果汁特种浓缩,营养与风味并重,提升产品竞争力 。汕头酸碱回收特种浓缩
油田废水特种浓缩,适应高矿化度,产水稳定达标 。桂林植物提取特种浓缩
广州弘盛的特种浓缩设备在材料选择和结构设计上充分考虑耐腐蚀性。针对化工、电镀等行业的强酸性、强碱性废水处理,设备关键部件如膜壳、管道和泵体,采用哈氏合金、氟塑料等耐腐蚀材料制造,可耐受 pH 值 1 - 14 的极端酸碱环境。同时,设备采用模块化设计,便于安装、维护和更换部件。例如,膜组件采用快拆式结构,更换一片膜元件需 5 分钟,缩短了设备停机时间,提高了生产效率。这种高可靠性和易维护性的设计,使设备在恶劣工况下仍能稳定运行,延长了设备使用寿命。桂林植物提取特种浓缩
矿山行业的酸性废水处理与重金属回收是绿色矿山建设的重要内容,广州弘盛的特种浓缩技术采用 “硫化沉淀 + 膜浓缩” 的工艺路线。矿山酸性废水中含有大量的铁、铜、锌等重金属离子,系统先通过硫化沉淀法将重金属转化为硫化物沉淀,回收高纯度的金属硫化物,再利用耐酸的反渗透膜对废水进行浓缩,使产水达到回用水标准,浓液可进一步处理或返回采矿工艺。某铜矿应用该技术后,重金属的回收率达 98% 以上,产水回用于矿山喷淋和选矿工序,每年节约用水量近百万吨,同时减少了酸性废水对周边环境的污染,为矿山行业的可持续发展提供了技术支撑。精细化工高盐废水,特种浓缩实现分盐结晶与有机物降解。百色定制化特种浓缩 制...
- 江西特种浓缩供应 2025-07-08
- 江门新型特种浓缩 2025-07-08
- 茂名氯碱化工特种浓缩 2025-07-08
- 茂名化工冶金特种浓缩 2025-07-08
- 阳江化工冶金特种浓缩 2025-07-08
- 钛白粉回收特种浓缩价格 2025-07-08
- 钦州中药特种浓缩 2025-07-08
- 韶关茶饮料特种浓缩 2025-07-08
- 东莞特种浓缩工艺 2025-07-08
- 中山酸碱回收特种浓缩 2025-07-08
- 贵港膜分离特种浓缩 2025-07-08
- 阳江乳品加工特种浓缩 2025-07-08
- 贺州氯碱化工特种浓缩 2025-07-08
- 广西中药特种浓缩 2025-07-07
- 乳品加工特种浓缩联系 2025-07-07
- 汕尾特种浓缩供应 2025-07-07





- 阳江化工冶金特种浓缩 07-08
- 钛白粉回收特种浓缩价格 07-08
- 钦州中药特种浓缩 07-08
- 韶关茶饮料特种浓缩 07-08
- 东莞特种浓缩工艺 07-08
- 中山酸碱回收特种浓缩 07-08
- 钦州食品饮料特种浓缩 07-08
- 茂名染料行业特种浓缩 07-08
- 玉林特种浓缩联系 07-08
- 梅州果汁生产特种浓缩 07-08