- 品牌
- 弘盛科技
- 型号
- 通用
广州弘盛科技发展有限公司在构建废水处理系统时,着重关注颗粒状物质去除系列。在这一系列中,筛分法作为初级处理手段,通过不同孔径的筛网拦截较大颗粒杂质,防止其对后续处理设备造成堵塞与损坏。重力分离法利用颗粒与水的密度差,使颗粒在重力作用下沉降或上浮,实现固液分离。像在处理矿山废水时,先经筛分去除大块岩石与杂物,再利用重力沉淀池分离泥沙等颗粒,为后续深度处理创造有利条件,确保整个废水处理系统的稳定运行。餐饮行业安装废水处理系统,净化餐饮废水。长沙食品废水处理运营
公司的数字化解决方案支持废水处理系统的远程调试与优化。技术人员无需亲临现场,通过线上管理平台即可对系统进行参数调整、程序升级等操作。在新设备安装或工艺改造后,技术人员远程对系统进行调试,观察设备运行状态和处理效果,及时调整参数,确保系统尽快达到比较好运行状态。这种远程调试方式,节省了人力和时间成本,提高了项目实施效率,尤其适用于偏远地区或交通不便的项目。广州弘盛科技的废水处理数字化系统引入了虚拟助手功能,为用户提供智能化服务。虚拟助手基于自然语言处理技术,能够理解用户的问题和需求,并提供准确的解答和建议。用户可通过文字或语音与虚拟助手交互,如查询设备操作方法、了解水质指标含义、获取工艺优化建议等。虚拟助手还能根据用户的操作习惯和历史记录,主动推送相关信息和提示,提升用户的使用体验,使废水处理管理更加便捷高效。 汕尾眼镜废水处理运营印染废水处理系统有效去除废水中的染料。
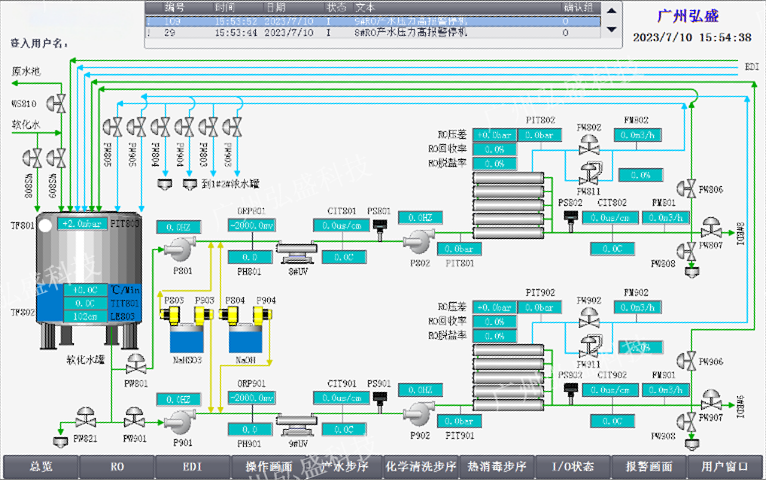
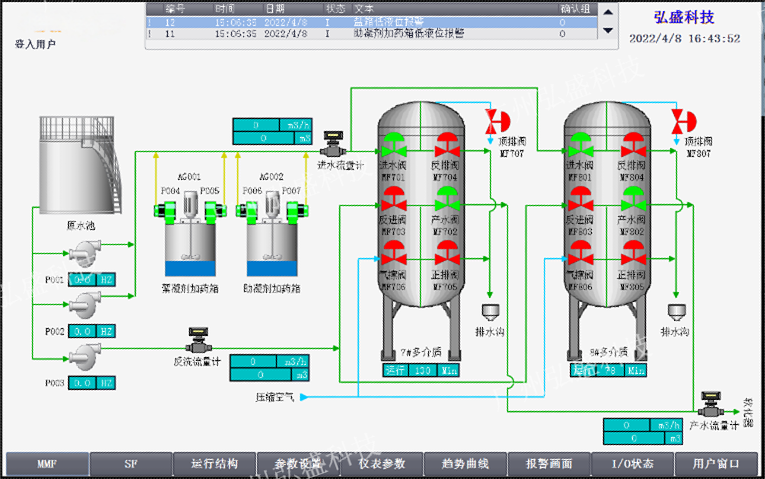
广州弘盛科技的废水处理线上管理平台,打破了传统管理模式的时空限制,实现了远程运维与集中管控。平台采用 B/S 架构,无需安装客户端,用户通过浏览器即可登录使用。管理人员可远程控制水泵、风机、阀门等设备的启停和调节,实时查看设备运行状态和工艺流程图。对于分布在不同区域的多个污水处理站点,平台可实现统一管理,通过地图直观展示各站点位置和运行情况,方便进行资源调配和协同管理。某市政污水处理项目应用该平台后,运维效率提升 40%,人力成本明显降低。
公司的线上管理系统集成了智能预警与应急响应功能,为废水处理系统的安全运行保驾护航。系统设置了多级预警阈值,当水质指标超标、设备故障或运行参数异常时,立即通过短信、邮件、APP 推送等多种方式发出预警信息。同时,系统还内置了应急预案库,根据不同的预警类型,自动推荐相应的处理措施。在某化工园区废水处理项目中,系统及时发现了有毒物质泄漏预警,管理人员按照应急预案迅速采取措施,避免了环境污染事故的发生,保障了周边环境和居民安全。废水处理系统智能调控,适应不同水质变化。

公司的废水处理数字化解决方案注重数据的长期存储与分析利用。建立大容量的数据仓库,对多年的监测数据、运行数据等进行归档保存。通过对长期数据的分析,能够总结出废水处理系统的运行规律和发展趋势,为系统的升级改造、工艺优化提供参考。分析不同季节、不同年份的水质变化特点,提前做好应对措施;通过对比不同设备的运行数据,评估设备性能,为设备选型提供依据。这种数据驱动的管理模式,提升了企业的科学决策水平。广州弘盛科技的数字化系统实现了废水处理过程的全流程追溯。从废水进入处理系统开始,每一个处理环节的操作时间、工艺参数、使用药剂等信息都被详细记录。一旦出现水质不达标等问题,可通过系统快速追溯到具体的处理环节和影响因素,便于查找原因和采取整改措施。这种全流程追溯功能,不仅有助于提高废水处理质量,也增强了企业的质量管控能力和责任追溯能力。 废水处理系统定期检测水质,确保处理达标。湖南电子废水处理数字化
涂料厂废水处理系统,去除废水中的有害颜料。长沙食品废水处理运营
公司自主研发的智能化控制系统,是废水处理系统的一大突出优势。广州弘盛科技运用物联网与人工智能技术,使系统具备 “自感知、自决策、自运行” 能力。传感器实时监测水质、设备状态等数据,经 AI 算法分析后,自动调节水泵流量、药剂投加量等参数。如在处理印染废水时,系统能根据染料浓度变化,精确控制混凝剂用量,相比传统人工调节,药剂消耗降低 25% 以上。管理人员通过手机 APP 或电脑端,即可远程查看系统运行全貌、接收异常预警,实现 “足不出户” 的高效管理。长沙食品废水处理运营

广州弘盛科技发展有限公司的废水设备,在污泥处理方面也有出色表现。设备配备高效的污泥浓缩和脱水系统,能将污泥含水率从 95% 以上降低至 60%-80%,减少了污泥的体积,降低了污泥运输和处置成本。在污泥处理过程中,采用先进的污泥稳定化技术,通过生物发酵或化学处理等方式,将污泥中的有机物进行分解和稳定化处理,有效降低污泥的臭味和腐蚀性,使污泥更易于后续处置。此外,我们还积极探索污泥资源化利用途径,对于一些含有可回收资源的污泥,如电镀污泥中的重金属等,通过专业的回收工艺,实现资源的回收再利用,既减少了污泥对环境的污染,又为企业创造了额外的经济效益。弘盛科技废水设备,实现废水处理与污泥处置的...
- 四川化工废水处理在线监测 2025-07-05
- 广州眼镜废水处理托管 2025-07-05
- 中山钢铁废水处理在线运营 2025-07-05
- 梅州畜牧废水处理管理 2025-07-05
- 梅州化妆品废水处理监测 2025-07-04
- 河南食品废水处理在线监测 2025-07-04
- 贵港半导体废水处理托管 2025-07-04
- 潮州化工废水处理运营 2025-07-04
- 梅州餐厨废水处理监测 2025-07-04
- 佛山食品废水处理管理 2025-07-04



- 重庆医院废水处理监测 2025-07-04
- 重庆化工废水处理监测 2025-07-03
- 韶关汽车废水处理管理 2025-07-03
- 云南养殖废水处理管理 2025-07-03
- 海南五金废水处理管理 2025-07-01
- 中山半导体废水处理监测 2025-07-01





- 东莞食品饮料特种浓缩 07-09
- 新型特种浓缩联系 07-09
- 梧州膜分离特种浓缩 07-09
- 惠州特种浓缩工艺 07-09
- 广西特种浓缩联系方式 07-09
- 河源酒特种浓缩 07-09
- 潮州植物提取特种浓缩 07-09
- 湖南酸碱回收特种浓缩 07-09
- 南宁乳品加工特种浓缩 07-09
- 广州染料行业特种浓缩 07-09