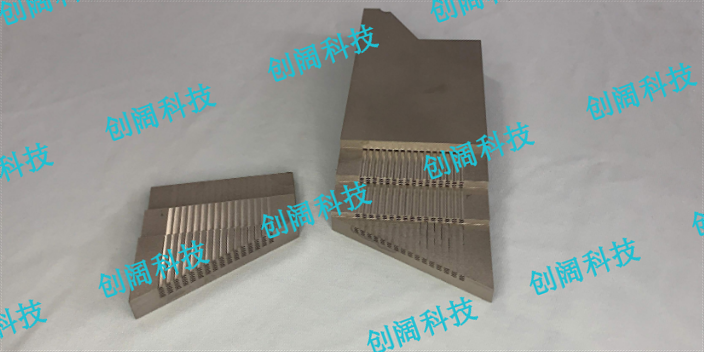
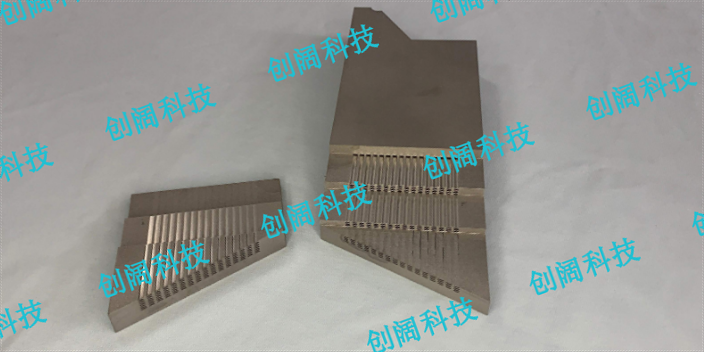
微通道换热器的工程背景来源于上个世纪80年代高密度电子器件的冷却和90年代出现的微电子机械系统的传热问题。换热器工质通过的水力学直径从管片式的10~50mm,板式的3~10mm,不断发展到小通道的μm,这既是现代微电子机械快速发展对传热的现实需求,也是微通道具有的优良传热特性使然。微通道技术同时触发了传统工业制冷、汽车空调、家用空调等领域提高效率、降低排放的技术革新。微通道换热器由集流管、多孔扁管和波纹型百叶窗翅片组成。但扁管是每根截断的,在扁管的两端有集流管,根据集流管是否分段,可分为单元平流式和多元平流式。百叶窗式翅片具有切断散热器上气体边界层的发展,使边界层在各表面不断地破坏,在下一个冲条形成新的边界层,不断利用冲条的前缘效应,达到强化传热的目的,提高换热器性能,在同样的迎风面下,多元平行流换热器比管带式换热器的换热效率提高了30%以上,而空气侧阻力不变,甚至减小。集流管与隔板制冷剂的流动是通过集流管和隔板来控制的,能够很好地优化不同相态冷媒在MCHE管路中的流路分配。多元平流式对于多元平流式冷凝器,其集流管中有隔片隔断,每段管子数不同,呈逐渐减少趋势,刚进冷凝器时,制冷剂比容较大,管子数也较多。异形微通道换热器,创阔科技设计加工。普陀区紧凑型多结构微通道换热器
创阔科技一直致力于开发研究直接接触式换热器,也叫混合式换热器,是冷热流体进行直接接触并换热的设备。通常情况下,直接接触的两种流体是气体和汽化压力较低的液体;蓄能式换热器的工作原理,是利用固体物质的导热特性,具体而言,热介质先将固体物质加热到一定温度,冷介质再从固体物质获得热量,通过此过程可实现热量的传递;间壁式换热器,也是利用了中介物的热传导,冷、热两种介质被固体间壁隔开,并通过间壁进行热量交换。对于供热企业而言,间壁式换热器的应用为。根据结构的不同,它还可划分为管式换热器、板式换热器和热管换热器。换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。按传热原理换热器分为间壁式换热器、蓄热式换热器、流体连接间接式换热器、直接接触式换热器、复式换热器;按用途分类,其分为加热器、预热器、过热器、蒸发器;按结构可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。海淀区水冷板微通道换热器微通道通过各向异性的蚀刻过程可完成加工新型换热器,创阔科技。

创阔科技根据研究表明,当流道尺寸小于3mm时,气液两相流动与相变传热的规律将不同于常规较大尺寸,通道越小,这种尺寸效应将越明显。当管内径小到,对流换热系数可增大50%~100%。将这种强化传热技术用于空调换热器,适当改变换热器的结构、工艺及空气侧的强化传热措施,可有效地增强空调换热器的传热能力,提高其节能水平。与比较高效的常规换热器相比,空调器的微尺度换热器整体换热效率可望提高20%~30%。平行流冷凝器主要由集流管、多通道扁管和百叶窗翅片三部分组成。集流管将不同根数的扁管组合成一个流程,由不同流程组成冷凝器。集流管起分流和合流的作用,同时也是整个冷凝器的结构支架。制冷剂进入平行流冷凝器后,与传统的单进单出冷凝器的区别在于:平行流冷凝器中制冷剂由联接管道首先进入分流集流管,然后分流至各制冷剂扁管与空气进行传热,到合流集流管合成一路,进入下前列程的分流集流管,创阔能源科技在开发微细通道换热器具有结构紧凑,换热效率高,重量轻,制冷剂侧和空气侧流动阻力小等特点,经历了管片式,管带式,发展为平行流式(也称微细通道式)。管片式换热器也叫翅片管式换热器,是目前家用空调中采用的换热器形式。
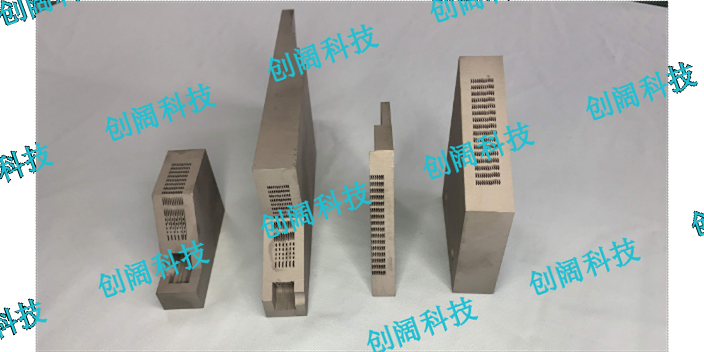
通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金微通道加工方式随着微加工技术的提高,可以加工出流道深度范围为几微米至几百微米的高效微型换热器。此类微加工技术包括:平板印刷术、化学刻蚀技术、光刻电铸注塑技术(LIGA)、钻石切削技术、线切割及离子束加工技术等。烧结网式多孔微型换热器采用粉末冶金方式制作。大尺度下微通道的加工与微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技术。微通道应用前景及优势编辑微通道微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、现代医疗、化学生物工程等诸多领域,微通道换热器将有具广阔的应用前景。“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。微通道应用优势①节能。换热器多结构置换,加工制作创阔科技来完成。
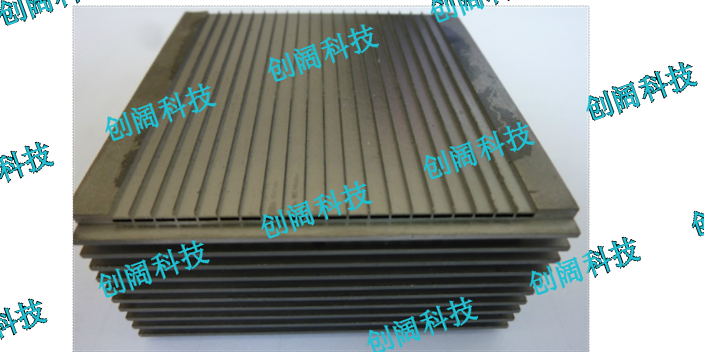
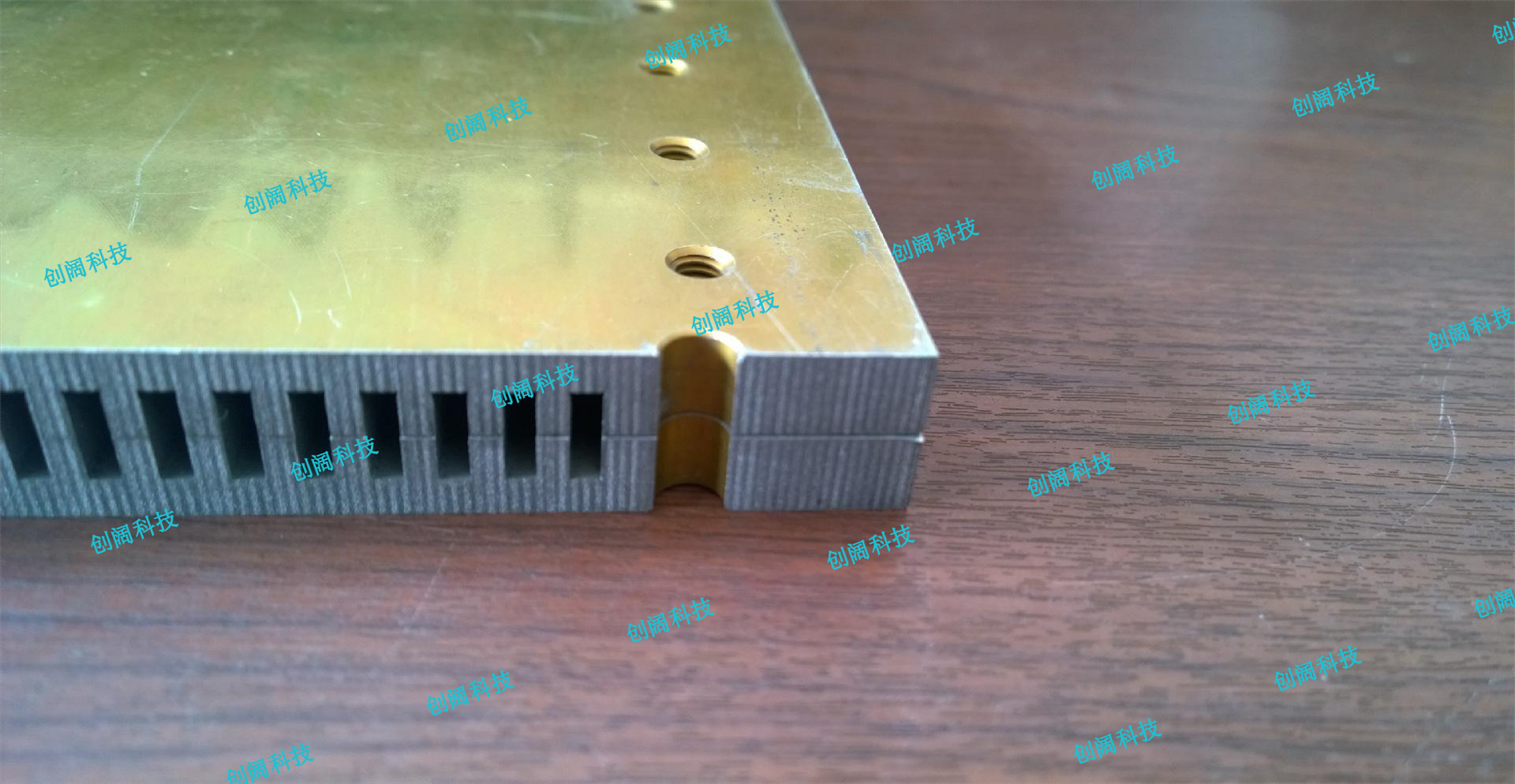
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。创阔能源科技致力于加工设计微通道换热器。河北多层板微通道换热器
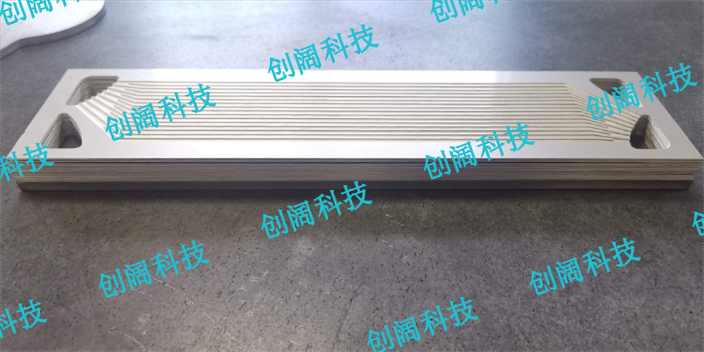
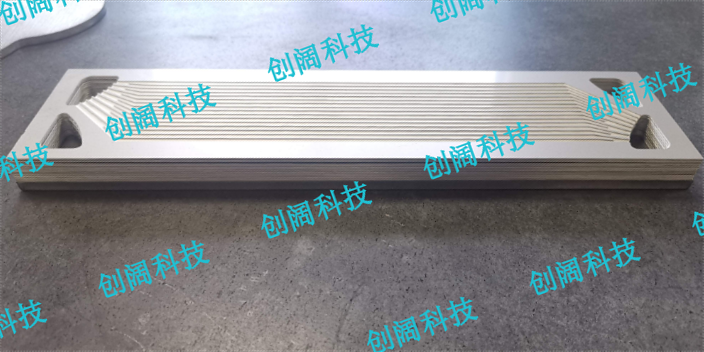
工业多层换热器设计加工创阔科技。普陀区紧凑型多结构微通道换热器
创阔能源科技对于微通道对流换热不同于宏观(指尺寸>1mm)通道换热的机理。受通道形状、壁面粗糙度、流体品质、表面过热量、分子平均自由程与通道尺寸之比等众多因素的影响,微通道换热呈现出一些特殊的特点。换热效率随热导率的变化趋势根据径向热阻和器壁轴向热传导的影响,换热器效率随热导率的变化可分为3个区域:低热导率时,随热导率的增加,径向热阻的影响逐渐减弱,换热器效率增大,该区域可称为热阻控制区;热导率增加到一定程度时,换热器效率随热导率增加的趋势逐渐减弱,增至最大值后开始逐渐减小,称为高效换热区;热导率进一步增加时,器壁轴向导热对换热过程的影响逐渐增强,换热器效率随之减小,并逐渐趋近于器壁完全等温时的换热效率50%,称为热传导控制区。普陀区紧凑型多结构微通道换热器