- 品牌
- 艳阳天
- 型号
- YYT
- 工艺用途
- 实验炉
- 传热方式
- 对流式电阻炉,辐射式电阻炉
- 炉内气氛
- 空气介质炉
- 热工制度
- 间歇式炉
- 炉型结构
- 罩式炉
- 输送形式
- 升降底式炉
- 控制形式
- 温度控制炉
- 主要用途
- 科研单位实验室,高温煅烧
- 产品认证
- IOS9001,CE
- 最大电压
- 380
- 提供加工定制
- 是
- 功率
- 5-20K
- 厂家
- 艳阳天
- 额定温度
- 可自定义
- 产地
- 江苏
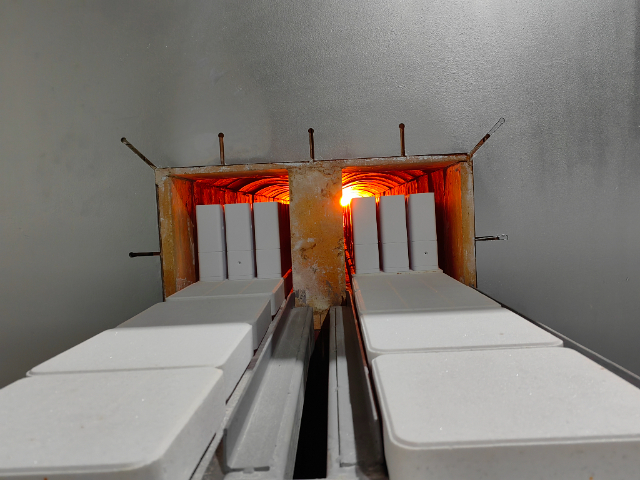
精密的传动与支撑系统,单(双)孔高温陶瓷烧成窑的传动与支撑系统经过精心设计,确保陶瓷坯体在烧成过程中平稳输送。采用耐高温的碳化硅辊棒作为支撑载体,辊棒表面经过特殊涂层处理,硬度高、耐磨性好,在 1700℃高温下仍能保持良好的机械强度和尺寸稳定性,有效避免坯体变形和粘连。传动系统配备高精度伺服电机和减速机,辊棒转速可在 0.01 - 1m/min 范围内无级调节,满足不同尺寸和重量陶瓷坯体的烧制需求。对于双孔窑型,两组传动系统相互独立,可分别设置不同的传输速度,适应不同工艺要求的产品烧制。同时,传动系统还设置了张紧装置和纠偏系统,实时监测辊棒运行状态,确保坯体在窑内直线运行,防止跑偏影响烧成质量。实验坩埚熔炉哪里买?艳阳天炉业期待与您合作!深圳熔炉哪里买
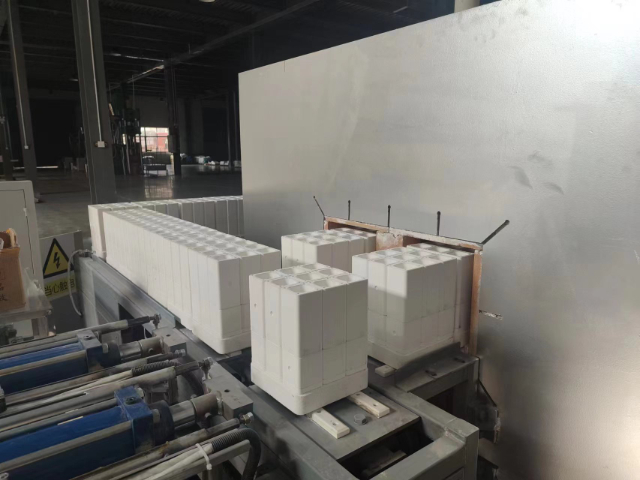
人性化装卸与便捷维护设计,为提升操作便利性和维护效率,中温陶瓷烧成窑在装卸和维护方面进行了人性化设计。窑门采用上开式电动升降结构,通过液压装置驱动,开启关闭轻松快捷,开启高度可满足大型陶瓷坯体吊装需求。窑门密封采用多层耐高温纤维材料与金属压板结合方式,确保密封严密且使用寿命长。在维护方面,窑体各关键部件如加热元件、热电偶、辊棒等均采用标准化接口设计,便于快速拆卸更换。窑体侧面设置检修通道和观察窗,操作人员可随时进入窑内检查设备状况,通过观察窗直观查看坯体烧成进度。此外,设备还支持远程故障诊断功能,技术人员可通过网络及时排查解决问题,减少停机时间,保障生产连续性。湖州小型玻璃漏料中试熔炉品牌玻璃实验坩埚熔炉价格多少?欢迎咨询艳阳天炉业,为您定制适合的报价方案!

高效稳定的加热系统,该熔炉的加热系统由高性能的电阻丝或硅钼棒加热元件构成,根据不同的实验温度需求可选配相应规格。这些加热元件分布于炉体的左右两侧壁和顶部,呈均匀矩阵式排列,能够在炉膛内形成稳定且均匀的温度场。在1200℃-1600℃的高温区间内,可使炉膛内任意两点的温度偏差控制在±5℃以内,确保玻璃样品在加热过程中受热均匀,避免因局部过热或过冷导致实验结果偏差。加热元件采用特殊的耐高温绝缘材料包裹,具备良好的绝缘性能和抗老化能力,即使在长期高温环境下工作,也能保持稳定的加热性能。同时,加热系统还配备了过热保护装置,当检测到加热元件温度异常升高时,会立即切断电源,防止元件损坏和安全事故发生,有效延长设备使用寿命。
稳定可靠的气氛控制系统,针对不同工业陶瓷的烧成需求,该窑炉配备稳定可靠的气氛控制系统。可通入氮气、氩气等惰性气体,营造无氧或低氧环境,防止陶瓷坯体在高温下氧化;也可根据工艺要求,调节氧气含量,实现氧化气氛烧成。系统采用高精度质量流量计和压力传感器,对气体流量和压力进行精确控制,气体流量调节精度可达 ±0.1L/min,压力控制精度 ±50Pa。通过 PLC 控制系统,可根据烧成阶段自动切换气氛模式,如在坯体排胶阶段通入空气,促进有机物分解;在高温烧成阶段切换为惰性气体保护,确保陶瓷产品的化学稳定性和物理性能。此外,窑体采用全密封结构,配合耐高温密封材料,有效防止气体泄漏,保证窑内气氛稳定。熔炉哪里买?艳阳天炉业期待与您合作!

模块化分段式炉体结构设计,工业陶瓷 1000℃网带式电子陶瓷烧银炉采用模块化分段式结构,将炉体科学划分为预热段、高温烧银段、保温段和冷却段四个功能区域。预热段长度达 6 米,内部配备红外辐射加热装置与循环热风系统,通过阶梯式升温程序,能使电子陶瓷在 1 - 2 小时内从室温缓慢升至 400℃,有效去除陶瓷表面的水分和有机物,避免因温度骤变导致银浆开裂或脱落。高温烧银段作为中心区域,窑长 8 米,采用高纯刚玉莫来石砖与纳米隔热材料复合砌筑,内层耐火砖纯度高达 99.3%,可承受 1000℃高温环境,确保银浆在温度条件下完成烧结与致密化。保温段维持恒定温度,保障银层与陶瓷基体充分结合;冷却段采用风冷与水冷相结合的多级冷却技术,通过精确控制冷却速率,防止陶瓷因热应力产生裂纹,确保产品质量稳定。玻璃实验坩埚熔炉厂家哪里有?欢迎咨询艳阳天炉业!深圳熔炉直销
箱式侧开门玻璃实验坩埚熔炉哪里买?艳阳天炉业期待与您合作!深圳熔炉哪里买
工艺适应性与扩展性,工业陶瓷 1700℃升降式高温陶瓷烧成炉具有工艺适应性与良好的扩展性,可满足氧化物陶瓷、氮化物陶瓷、碳化物陶瓷等多种工业陶瓷材料的烧制需求。通过调整烧成工艺参数,如温度曲线、气氛模式、升降速度等,能够控制陶瓷的晶相结构、密度与机械性能。同时,设备预留多种功能扩展接口,可根据生产需求加装在线检测装置,实时监测陶瓷坯体的密度、强度等性能指标;接入自动化物流系统,实现坯体自动上下料,进一步提升生产自动化水平。此外,双炉体并联或多炉体联动设计方案,可满足大规模工业化生产需求,为企业陶瓷生产提供高效、灵活的解决方案。深圳熔炉哪里买

精密可控的漏料成型系统,漏料成型系统是该中试熔炉的技术亮点,由高精度计量泵、温度补偿装置与智能控制系统组成。计量泵采用齿轮式精密结构,流量调节范围为 0.1-10L/h,可实现玻璃液的稳定、定量输出,配合压力传感器实时监测漏料压力,确保成型过程中玻璃液流速波动小于 ±3%。温度补偿装置通过环绕式加热圈对漏嘴进行局部控温,使漏嘴温度与玻璃液温度差保持在 ±5℃以内,避免因温度骤降导致玻璃液黏度突变,影响成型精度。智能控制系统支持手动与自动两种操作模式,操作人员可通过触摸屏预设漏料速度、成型时间等参数,系统根据预设程序自动调节计量泵转速与漏嘴温度;同时配备可视化界面,实时显示漏料过程的关键数据,便...
- 重庆箱式侧开门玻璃实验坩埚熔炉品牌 2025-07-09
- 广东熔炉定制 2025-07-09
- 江苏熔炉规格尺寸 2025-07-09
- 湖北箱式侧开门玻璃实验坩埚熔炉设计 2025-07-08
- 福建小型玻璃漏料中试熔炉直销 2025-07-08
- 广东箱式侧开门玻璃实验坩埚熔炉故障维修 2025-07-08
- 深圳熔炉价格 2025-07-08
- 上饶小型玻璃漏料中试熔炉多少钱 2025-07-08
- 浙江小型玻璃漏料中试熔炉售后服务 2025-07-08
- 上海箱式侧开门玻璃实验坩埚熔炉制造商 2025-07-08






- 深圳箱式微晶玻璃晶化炉解决方案 07-09
- 箱式微晶玻璃晶化实验炉 07-09
- 福州推板式微晶玻璃晶化炉生产厂家 07-09
- 江苏实验炉维修 07-09
- 重庆实验炉价格 07-09
- 上海箱式微晶玻璃实验炉解决方案 07-09
- 江西推板式微晶玻璃实验炉生产厂家 07-09
- 深圳箱式微晶玻璃晶化炉推荐厂家 07-09
- 湖州升降式微晶玻璃浇铸晶化炉直销价格 07-09
- 广东箱式微晶玻璃晶化实验炉哪里买 07-09