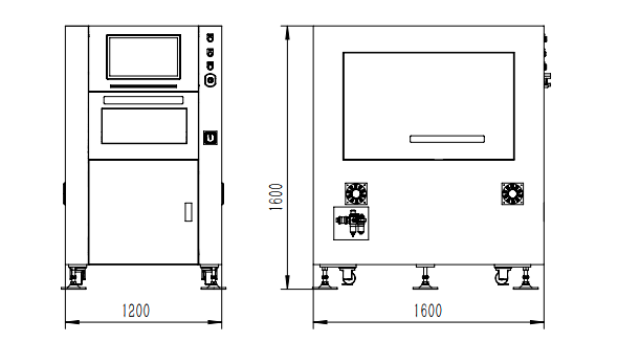
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
全自动三轴点胶机的优势现如今越来越多的全自动点胶机是采用XYZ三轴机构,而这种点胶机也被称作全自动三轴点胶机。现阶段,主要是运用于电子器件、汽车、光学元件器加工件等行业,其基本工作原理是依据气压压缩胶水,使胶水能顺利推出胶阀,完成点胶工作。1、全自动点胶机是依据点胶系统控制完成点胶作业,并且,也能搭配某些手持的操作示教盒进行点胶调整。配有的机械手能灵活的完成各种点胶工作。使得点胶流畅快速。2、全自动点胶机上搭配导轨。能提高流畅性。导轨选用精钢制做,导轨的耐酸性能力比不锈钢性能更要好,能始终处于高压环境中长期使用,与自动点胶机选用一体式打造而成,配置了更质量的滚珠轴承提供机械手工作,因此机械手完成点胶工作时移动非常流畅,依据相关精密治具杜绝多种胶水粘剂问题,可以投入某些小型芯片的点胶环节,做到高产高质量等工作效果。3、使用期限长:全自动三轴点胶机主要是由钣金和铝型材组成,这二种都是依据冷加工处理的,具备非常强的抗腐蚀性和抗冲击性。并且可以避免粘剂造成的影响,因此自动点胶机对工作环境的条件比较低。并且这种铝合金板材既坚固又美丽大方,从而提高点胶机的寿命有延长效果。点胶机如何维护,欢迎来电咨询。南山区精密点胶机保养

1.全自动点胶机点胶针头或者胶阀内胶水凝固:我们在使用点胶设备的时候应当注意清洗,以及不要长时间在填充胶水的状态下停止使用全自动点胶机,这样也会导致胶水凝固而出现堵塞现象;2.不相容胶水混合:这种情况是***会出现堵塞现象的,所以作为设备的使用者我们一定要熟悉各类胶水的特性,知道哪些胶水之间时相互不相容的,要懂得这类胶水如何正确操作。3.全自动点胶机出胶的大小不同、出胶不一致的时候,一般来说都是因为储存流体的压力筒或者是空气的压力不稳定才产生的。进气压力调压表应设置比厂内比较低压力低10至15psi,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60ps以上,以确保出胶稳定。末尾应检查出胶时间,若小于15/1000秒会造成出胶不稳。出胶时间才会越来越稳定。6.流体内的气泡:如果流体过大,再加上过短的开胶时间,就会有可能把空气都带入液体里,遇到这种情况的时候,我们应该降低流体压力,并且使用锥形针头。压力筒要保持干净,要经常清洗环氧树脂,尽可能对每周都对储存压力筒清洗一次,常清洗越好。龙岗区在线式点胶机值得推荐三轴点胶机与四轴点胶机的区别与三轴点胶机相比?

三轴点胶机的工作原理及优势三轴点胶机是指具有XYZ轴的桌面型点胶机,也被称之为机械臂点胶机。可分为双液点胶机和单液点胶机,具备了区块位移、旋转、镜射、重复编排、矩阵编排等点胶功能,其主要组成结构为:三轴点胶系统控制器、电源、运动控制器、伺服马达或者步进马达、丝杆或导轨、线材、铝合金板材框架等。工作原理:三轴点胶机工作原理是将压缩后空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中,当活塞处于上冲程时,活寒室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出。滴出的胶量由活塞下冲的距离决定,可以手工调节,也可以在软件中控制。工作流程:在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。应用领域:三轴点胶机主要应用领域有:手机、电脑外壳、光碟机、印表机、墨水夹、PC板、LCD、LED、DVD、数位相机、开关、连接器、继电器、散热器、半导体等电子业、或与SMT设备连线快速点/涂胶。时钟、玩具业皮具、皮革行业、礼品包装、医疗器材等需液体点/涂胶产品。
点胶阀的种类介绍全自动点胶机配备的点胶阀是决定胶水能否流通的重要组成部分,也是胶水跟产品之间的一个控制的端口。通过气缸的运动,来实现胶水出胶的定量控制,辅助操作人员能更准确地控制胶水的宽度和数量,大部分点胶阀是采用的阳极处理的铝合金,使用寿命更长,想要高速,可以使用储料罐直接供胶。点胶阀是由气体、阀体和胶体上下连接而成。气缸是有薄膜与阀体隔开的,可避免胶水冲入气腔。胶体内的阀芯就固定在气缸活塞杆上,阀芯开关用于打开和关闭胶水。特别是关胶结构采用的是上吸式关胶,使停胶的同时就立即回吸断胶,有效的减少残留在针头的胶,解决了运动时漏滴、点胶拉丝等问题。胶阀本体是采用的铝合金做阳极硬化处理,膜隔片是采用四氟材料,接触胶体部分均是耐腐蚀的材料,而胶阀一般都是与全自动点胶机配套使用的。全自动点胶机上面配备的常见的点胶阀有气动跟电动两种形式,气动点胶阀分不同的开关胶方式,有柱塞阀、顶针点胶阀、升降阀、喷雾点胶阀等;出胶方式不同,流体可适用也不同。电动点胶阀由泵体和驱动部件组成,配备转子。采用定转子结构,密封性强。转子和定子形成的自密封结构,方便更换。而胶水回吸的功能可以直接反转电机来完成。随着电子胶水的普遍应用,点胶设备的应用也会更加***和多样化。

二、点胶压力点胶机给针管(胶枪)提供一定压力以保证胶水的供应,因此压力大小决定供胶量和胶水流出的速度。压力太大容易造成胶水溢出导致胶量过多;压力太小则会出现点胶断续的现象以及漏点胶,从而导致产品缺陷。所以应根据胶水性质、工作环境温度来选择点胶压力。另外,环境温度高会使胶水粘度变小、流动性变好,这时候需要调低压力值,反之亦然。三、针头大小在实际工作中,针头内径大小应为点胶胶点直径的1/2,点胶过程中,操作员应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差较大的焊盘就要选取不同的针头,这样既可以保证胶点质量,同时又可以提高生产效率。精密点胶机的关键工艺点有哪些呢?坪山区高速点胶机市场价
压力大容易出现胶水喷出、胶量过多的问题,影响点胶产品的美感.南山区精密点胶机保养
机械装配通用技术规范21、必须按照设计、工艺要求及本规定和有关标准进行装配,严禁私自修改作业内容或以非正常的方式更改零件。2、装配的零件必须是质检部验收合格的零件,装配发现漏检的不合格零件应及时上报。3、装配环境要求清洁,不得有粉尘或其它污染,零件应存放在干燥、无尘、有防护垫的场所。4、零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。5、装配过程中零件不得磕碰、划伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。6、相对运动的零件,装配时接触面间应加润滑油(脂)。在加润滑油之前保证表面清洁。7、相配零件的配合尺寸要准确。8、各零、部件装配后相对位置应准确,无特殊要求的,必须保证无明显偏差。9、装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或放在地上,如果需要应在摆放处铺设防护垫或地毯。10、装配时原则上不允许脚踏机械,如果需要脚踏作业,必须在机械上铺设防护垫或地毯,重要部件及非金属强度较低部位严禁脚踏。11对于容易生锈零件,装配时不得用手直接接触,装配完成后,在有需要的地方喷防锈油。南山区精密点胶机保养
点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制。并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶,精确定位,精细控胶,不拉丝,不漏胶,不滴胶。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。业内对胶水控制设备的叫法很多,点胶机,灌胶机,涂胶机,滴胶机等等。点胶机分为三大类:1.单组份点胶机点胶控制器桌面式点胶机落地式点胶机2.双组份点胶机半自动双组份点胶机全自动双组份点胶机3.非标准点胶机自动化点胶机设备的结构与功能。福田区全自动点胶机设备应用领域主要包括:电子行业、照明行业...
- 罗湖区半导体点胶机设备 2025-07-07
- 南山区半导体点胶机生产厂家 2025-07-07
- 南山区精密点胶机保养 2025-07-06
- 宝安区自动化点胶机生产厂家 2025-07-06
- 龙岗区直销点胶机厂家价格 2025-07-06
- 全自动点胶机和半自动点胶机功能差异 2025-07-06
- 广东全自动点胶机按需定制 2025-07-06
- 宝安区点胶机设备价钱 2025-07-06
- 福田区直销点胶机厂家价格 2025-07-06
- 深圳高速点胶机服务 2025-07-06



- 点胶机精密点胶 2025-07-05
- 深圳自动化点胶机设备价钱 2025-07-05
- 精密点胶机服务 2025-07-04
- 宝安区直销点胶机销售公司 2025-07-04
- 龙华区直销点胶机设备厂家 2025-07-04
- 郑州点胶机 2025-07-04





- 半自动锡膏印刷机和全自动锡膏印刷机区别 07-07
- 阳江锡膏印刷机技术参数 07-07
- 便携激光打标机 手持 07-07
- 江门半导体锡膏印刷机销售公司 07-07
- 激光打标机基本结构 07-07
- 佛山高速锡膏印刷机 07-07
- 福田区全自动点胶机设备 07-07
- 惠州自动化锡膏印刷机生产厂家 07-07
- 全自动锡膏印刷机使用刮刀类型 07-07
- 惠州自动化锡膏印刷机市场价 07-07