“创阔金属科技”针对真空扩散焊接分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。创阔金属科技真空扩散焊接设计加工制作。苏州PCHE应用真空扩散焊接

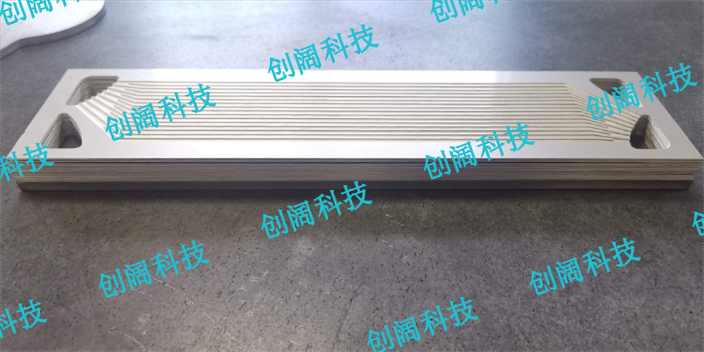
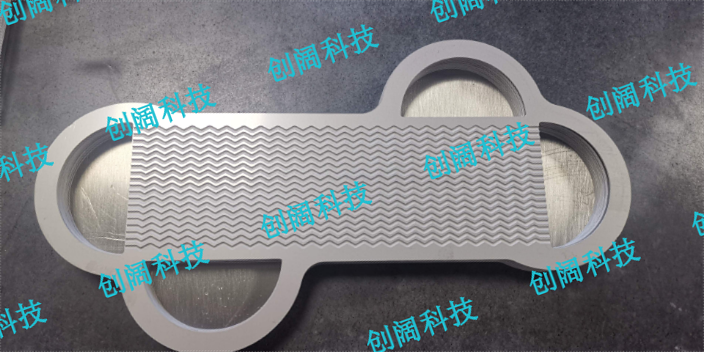
创阔科技介绍微通道热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,无论是钎焊还是熔化焊,换热管极易发生溶蚀和烧穿。但难焊并不不能焊。通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,超薄壁换热管的焊接难题可以得到有效的解决。微通道换热器再以平板式换热器为例。现阶段,平板式换热器制造工艺以钎焊和扩散焊两种工艺路线为主。钎焊方法因为服役环境对钎料的限制而存在很大的局限性,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。创阔科技根据时代的需求不断创新技术,开发产品,完全克服换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。创阔金属科技的团队在各种结构的微通道热交换器结构焊接加工制造方面拥有深厚的技术积累和研发实力。淮安真空扩散焊接欢迎来电注塑模具流道板真空扩散焊接加工制作创阔能源科技。

真空扩散焊接,解锁材料连接的无限可能。其高精度、高可靠性的特点使其在光学仪器制造领域大放异彩。在望远镜、显微镜等光学设备中,镜片与镜座、光学元件与机械结构的连接精度直接影响到设备的成像质量。真空扩散焊接能够在不损伤光学元件表面质量的前提下,实现高精度的连接,保证镜片的同轴度、平行度等关键参数符合要求,从而使光学仪器能够捕捉到更清晰、更准确的图像。而且,由于焊接接头的稳定性高,在长时间使用过程中不会因振动、温度变化等因素而发生位移或变形,确保了光学仪器的性能持久稳定。在传感器制造行业,对于一些对压力、温度、应变等物理量敏感的传感器元件,其连接部位的质量决定了传感器的灵敏度和准确性。真空扩散焊接可以将敏感元件与封装材料紧密连接,减少外界因素对测量信号的干扰,提高传感器的响应速度和精度,为工业自动化控制、智能检测等领域提供更加可靠的传感技术支持。
在装备制造领域,真空扩散焊接正重塑连接工艺的格局。它的优势不仅体现在焊接质量上,更在于其对复杂结构件焊接的适应性。对于那些具有多层结构、异形结构以及内部含有精密组件的部件,真空扩散焊接能够一次性完成整体连接,无需后续过多的加工与修整。比如在高速列车的制造中,车体结构中的铝合金框架连接,采用真空扩散焊接可以确保连接部位的均匀性和整体性,提高车体的强度与刚度,降低列车行驶过程中的振动与噪音,提升乘客的乘坐舒适性。同时,由于焊接变形小,能够保证车体的装配精度,减少生产过程中的调试与修正工作,提高生产效率,降低生产成本。在船舶制造领域,对于一些高强度钢与特种合金的连接,真空扩散焊接能够克服传统焊接方法在异种材料焊接时易出现的问题,如界面脆化、热影响区性能下降等。从而制造出性能更优、结构更合理的船舶零部件,增强船舶在恶劣海洋环境中的耐久性和可靠性,为海洋工程装备的升级换代提供技术保障。高效真空扩散焊加工制作设计找创阔能源科技。

真空扩散焊接工艺目前应用于航空航天产品的焊接生产以及自动化工装夹具的焊接生产等等。材料的扩散焊是以“物理纯”表面的主要特性之一为根据,真空扩散焊是在温度和压力下将各种待焊物质的焊接表面相互接触,通过微观塑性变形或通过焊接面产生微量液相而扩大待焊表面的物理接触,使之距离离达(1~5)x10-8cm以内(这样原子间的引力起作用,才可能形成金属键),再经较长时间的原子相互间的不断扩散,相互渗透,来实现冶金结合的一种焊接方法。该种表面由于开裂的原子键而具有“结合”能力。采用真空和其他净化表面的方法之后,就有可能利用上述原子结合力,来连接两个和两个以上的表面,随后表面上产生的扩散过程提高了这一连接的强度。通俗一点来讲就是达到的你中有我,我中有你的程度!根据焊接过程中是否出现液相,又将扩散焊分为固态扩散焊和瞬间液相扩散焊。用这种焊接方法,可以连接具有不同硬度、强度、相互润湿的各种材料,包括异种金属、陶瓷、金属陶瓷,这些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、铜、钛、玻璃和可伐合金;黄金和青铜;铂和钛;银和不锈讽钢;铌和陶瓷、钥;钢和铸铁、铝、钨、钛、金屑陶瓷、锡;铜和铝、钛。平板式换热器制造工艺以钎焊和真空扩散焊两种工艺路线为主,创阔能源科技。北京真空扩散焊接加工
创阔能源科技的真空扩散焊可分为:初始塑性变形阶段、界面原子的互扩散和迁移和界面及孔洞的消失。苏州PCHE应用真空扩散焊接
创阔能源科技对于金属非金属材料接合技术对许多行业的发展至关重要,尤其是那些要求苛刻和使用先进材料的行业,包括航空、汽车、造船、石油、石化和加工工艺。接合应用的严格要求使真空扩散焊接接合得到越来越多的关注,这种方法被应用于形状复杂的薄型金属部件的生产,或者不同种金属的结合使用,真空扩散接合产生的连接能够满足关键的结构对于强度、韧性、密封性和耐热耐蚀性能的要求。由于工艺是在真空条件下进行的,即使是活泼金属,真空扩散接合部位的杂质含量也非常低。因此,创阔科技在真空扩散接合应用于复杂的钛合金部件的制造中发挥着重要的作用。真空扩散焊接对先进工程部件来说是一种极具吸引力的接合技术,尤其是在传统熔焊工艺会使热影响区的材料性能降低的情况下。这种技术对于不同金属的接合具有特殊的优点,避免了熔焊工艺冷却时容易在熔池中生成的脆性金属间化合物相。苏州PCHE应用真空扩散焊接