- 品牌
- 鸿鑫精密
- 机加工类型
- 钻削,研磨,铆接,铰削,珩磨,轴承加工,插削,抛光,拉削,砂光,锯切,刮削,仿形铣,线切割,CNC加工中心,蜗轮加工,磨削,螺纹加工
- 加工精度
- 精加工
- 加工贸易形式
- 来样加工,来图加工,来料加工
- 打样周期
- 1-3天,4-7天
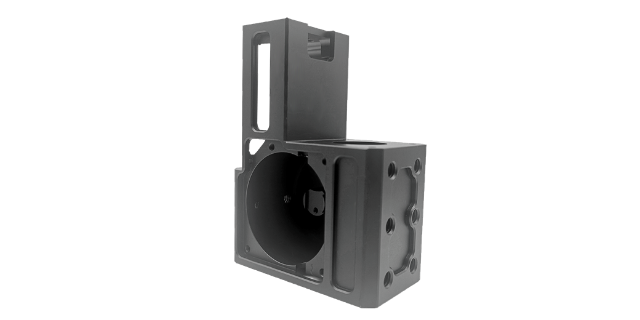
各类机械设备的精密零件加工是一项极具挑战的任务,而鸿鑫精凭借的数控加工技术迎难而上。在加工各类机械设备的精密零件时,鸿鑫精充分发挥先进数控设备的优势。从高精度的切削加工到复杂的三维造型,都能轻松应对。对于关键的机械零件,鸿鑫精采用严格的质量检测标准,确保每一个零件的尺寸精度、硬度和耐磨性都符合要求。在加工过程中,技术人员会根据不同零件的材质和性能特点,优化加工参数,以达到的加工效果。同时,鸿鑫精还注重与机械设备制造商的紧密合作,了解设备的工作原理和性能需求,为其提供定制化的精密零件加工服务。通过不断提升技术水平和服务质量,鸿鑫精为各类机械设备的稳定运行和高效性能提供了有力保障。数控机床可以自动生成加工状态报告,便于质量追溯和优化改进。深圳复合数控加工参考价

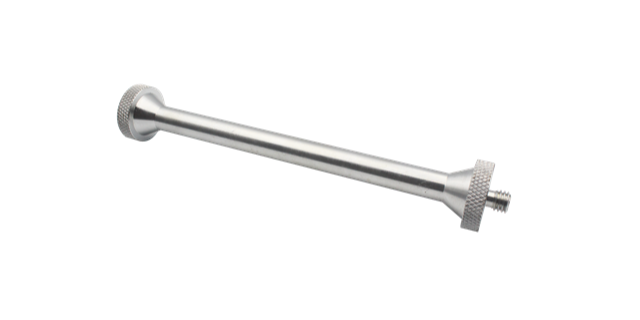
五金塑胶制品的多样化需求促使鸿鑫精不断提升数控加工水平。对于汽车内饰中的五金塑胶配件,鸿鑫精结合汽车行业的严格标准,进行精密加工。在加工过程中,注重五金和塑胶的结合强度和耐久性,采用特殊的焊接和注塑工艺。同时,根据汽车内饰的设计要求,进行个性化的表面处理,如镀铬、喷漆等,提升产品的美观度。鸿鑫精以高质量的加工服务,为汽车行业提供了可靠的五金塑胶制品解决方案。五金塑胶制品的多样化需求促使鸿鑫精不断提升数控加工水平。南京机械数控加工厂商随着技术发展,数控机床的精度和速度不断提高。

数控车床车削外圆的加工路线详解:在数控车床进行外圆车削时,其加工路线可概括为:从换刀点A起始,依次经过切入点B,再沿预设的切削轨迹C--D--E进行精细切削,直至达到切出点E。完成切削后,刀具会退回到退刀点F,从而完成整个外圆车削的加工流程。在整个过程中,数控车床的自动化和精确度将得到充分利用,确保工件外圆的车削质量达到预期。数控铣床加工路线:在立铣刀侧刃铣削平面零件外轮廓时,应遵循沿外轮廓曲线的切向延长线进行切入或切出的原则,以避免留下切痕,从而确保零件曲面的平滑过渡。
故障检修:在数控机床中,大部分的故障都有资料可查,但也有一些故障,提供的报警信息较含糊甚至根本无报警,或者出现的周期较长,无规律,不定期,给查找分析带来了很多困难。对这类机床故障,需要对具体情况分析,进行耐心的查找,而且检查时特别需要机械、电气、液压等方面的综合知识,不然就很难快速、正确地找到故障的真正原因。加工精度异常故障:系统参数发生变化或改动、机械故障、机床电气参数未优化电机运行异常、机床位置环异常或控制逻辑不妥,是生产中数控机床加工精度异常故障的常见原因,找出相关故障点并进行处理,机床均可恢复正常。生产中经常会遇到数控机床加工精度异常的故障。此类故障隐蔽性强、诊断难度大。数控加工支持多任务并行处理,提升加工吞吐量和效率水平。

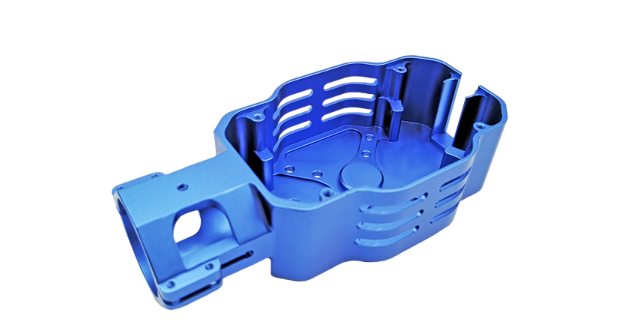
确定进给速度:进给速度是数控机床切削用量中的重要参数,主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料性质选取。较大进给速度受机床刚度和进给系统的性能限制。确定进给速度的原则:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100一200mm/min范围内选取;在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20一50mm/min范围内选取;当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20--50mm/min 范围内选取;刀具空行程时,特别是远距离“回零”时,可以设定该机床数控系统设定的较高进给速度。数控铣床能够进行复杂形状的切削,加工平面、槽和曲面等。苏州数控加工厂家精选
精密数控加工需要在温度、湿度等环境因素上进行控制。深圳复合数控加工参考价
因本工序是关键工序,因此工件加工完毕后,应测量其主要尺寸数值与图纸要求是否一致,如有问题立即通知当班组长或编程员检查、解决,经自检合格后方可拆下,并必须送检验员专检。加工类型:孔加工:在加工中心上钻孔前一定要先用中心钻定位,再用比图纸尺寸小0.5~2mm的钻头钻孔,然后用合适的钻头精加工。铰孔加工:对工件进行铰孔加工也是要先用中心钻定位,再用比图纸尺寸小0.5~0.3mm的钻头钻孔,然后再用铰刀铰孔,铰孔加工时注意控制主轴转速在70~180rpm/min内。深圳复合数控加工参考价

数控机床上大多使用系列化、标准化刀具,对可转位机夹外圆车刀、端面车刀等的刀柄和刀头都有国家标准及系列化型号对于加工中心及有自动换刀装置的机床,刀具的刀柄都已有系列化和标准化的规定,如锥柄刀具系统的标准代号为TSG-JT,直柄刀具系统的标准代号为DSG-JZ,此外,对所选择的刀具,在使用前都需对刀具尺寸进行严格的测量以获得精确数据,并由操作者将这些数据输入数据系统,经程序调用而完成加工过程,从而加工出合格的工件。数控机床能够进行联动多轴加工,如五轴联动,适合复杂曲面加工。武汉铝合金数控加工制造精加工阶段的主要目标是确保零件的加工精度和表面质量。在此过程中,应确保零件的较终轮廓是由精加工过程中的然...
- 成都不锈钢数控加工参考价 2025-06-27
- 佛山钣金件数控加工生产厂家 2025-06-26
- 杭州五金零件数控加工厂商 2025-06-26
- 深圳复合数控加工参考价 2025-06-26
- 东莞非标件数控加工厂家精选 2025-06-26
- 杭州复合数控加工价位 2025-06-26
- 佛山精密零件数控加工参考价 2025-06-26
- 青岛钣金件数控加工价位 2025-06-25
- 上海模具数控加工定制价格 2025-06-25
- 东莞铝合金数控加工行价 2025-06-25


- 北京钣金件数控加工工艺 2025-06-24
- 佛山铸铝件数控加工生产厂家 2025-06-24
- 成都铝合金数控加工工艺 2025-06-24
- 铸造件数控加工市价 2025-06-24
- 郑州铝合金数控加工 2025-06-24
- 上海复合数控加工参考价 2025-06-24


- 宁波精密零件加工厂家精选 06-27
- 上海五金零件CNC加工价格 06-27
- 佛山4轴精密零件加工技术 06-27
- 青岛铝合金精密零件加工供应商 06-27
- 佛山4轴精密零件加工市场价格 06-27
- 成都CNC加工市场价格 06-26
- 佛山钣金件数控加工生产厂家 06-26
- 重庆非标零件CNC加工中心 06-26
- 苏州异形件CNC加工供应商 06-26
- 杭州五金零件数控加工厂商 06-26