- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
实木门板生产线专注于打造**、天然质感的门板产品。首先精选质量实木原木,如胡桃木、樱桃木等,这些木材需经过严格筛选,确保无虫蛀、无裂缝、质地均匀。原木经切割成合适板材后,进入干燥窑进行干燥处理,通过精细控制温度和湿度,将木材含水率稳定在 8% - 12%,防止后期变形开裂。接着进行刨光工序,使用高精度刨床将板材表面刨平,达到光滑如镜的效果。然后依据设计图纸,运用雕刻机进行复杂图案雕刻,展现独特艺术魅力。完成雕刻后进行打磨,从粗砂纸到细砂纸逐步打磨,使门板触感细腻。***进行涂装,选用环保水性漆,经过多道喷涂、晾干工序,赋予门板亮丽色泽与良好防护性能,成品实木门板散发自然气息,彰显***。动检测台扫描每块门板,0.15mm的尺寸偏差立即报警。浙江门板生产线
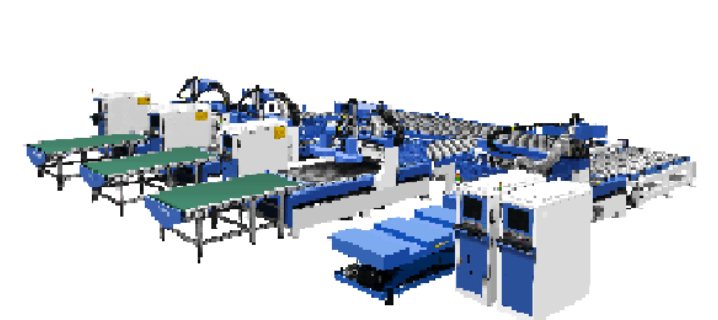
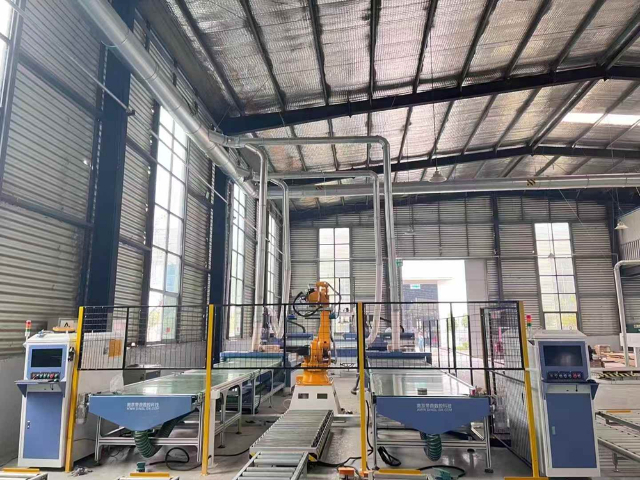
电梯门板柔性生产线专为电梯门板、尾板、壁板的柔性化制造而设计。它由板料自动上料系统、数控冲床、两台龙门机器人型 PB - FMC 系列折弯单元、焊接输送线、加强筋安装系统、料库以及加强筋龙门电阻焊、清枪站、焊接码垛机器人、电气控制系统等构成。多台折弯单元可灵活组合,满足不同产能需求。数控转塔冲床拓展了产品加工范围,能对冷轧钢板等多种材质板料进行加工,板材尺寸比较大可达 1250 x 2500mm,**小为 400 x 800mm 。该生产线具备不间断连续加工能力,有效提高生产效能,还能实现智能化生产,与工厂管理软件 MES、ERP 等互联互通,将人机交互时的安全隐患降至比较低,且可根据客户需求专门设计制造特殊工件生产线。安徽门板生产线工厂直销人机协作工位提升装配效率3倍,降低劳动强度。
UV 漆门板生产线主要用于生产表面具有高光泽、高硬度、耐磨损的 UV 漆门板。生产流程从选择质量板材开始,如刨花板、多层实木板等。首先对板材进行常规加工,包括切割、钻孔、铣型等,制成门板坯料。然后对坯料进行底漆喷涂,底漆多采用 UV 固化底漆,喷涂后通过 UV 光固化设备,在短时间内使底漆固化,形成一层坚固的底层。接着进行面漆喷涂,面漆同样采用 UV 漆,可根据客户需求选择不同颜色和光泽度。再次通过 UV 光固化设备,使面漆迅速固化,形成光滑、亮丽的表面。***进行打磨、抛光等后处理工序,提升门板表面质感。整个生产过程高效环保,UV 漆固化速度快,节省时间和能源,且产品具有良好的耐候性和耐化学腐蚀性。
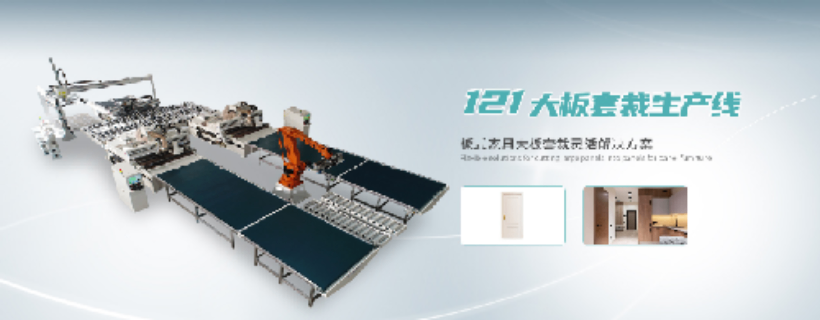
行业标准的制定有助于规范市场秩序,提高行业整体水平。大板套裁门板生产线的广泛应用,为家具行业相关标准的制定提供了实践基础。随着越来越多企业采用大板套裁门板生产线,在生产工艺、产品质量、设备性能等方面逐渐形成一些共性特征。行业协会与相关机构可依据这些实际应用情况,制定统一的行业标准。例如,针对生产线的板材利用率、切割精度、设备稳定性等指标制定标准规范。企业在生产过程中遵循这些标准,能提高产品的通用性与互换性,促进市场的规范化发展。同时,行业标准的完善也有助于提升消费者对家具产品的信任度,推动整个家具行业健康有序发展。六轴协作机器人精确搬运门板,配合3D视觉定位误差不超0.1mm。
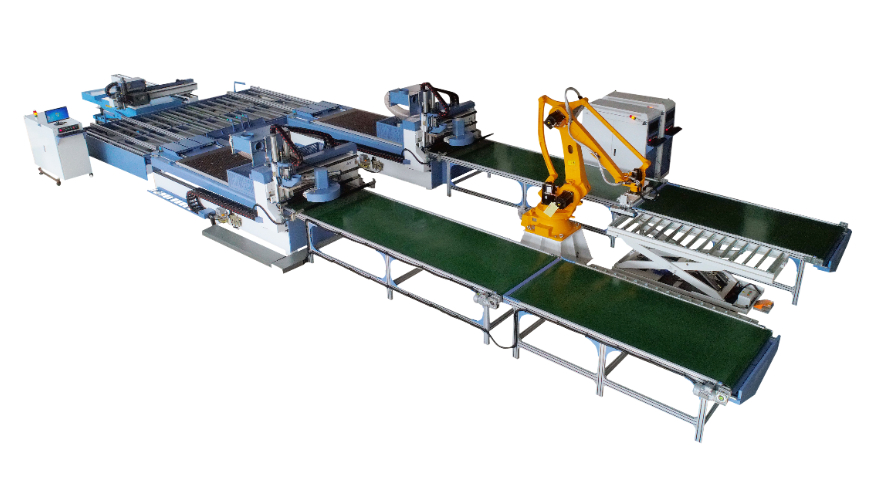
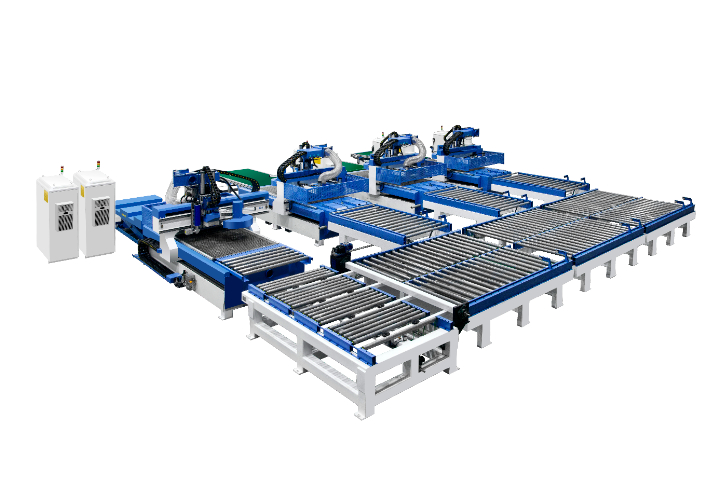
竹制门板生产线充分利用竹子这一可再生资源生产环保门板。生产开始,选取质量竹子,经截断、去节等初步处理后,将竹子加工成竹片。竹片需进行高温蒸煮、碳化处理,一方面去除竹子内的糖分、淀粉等物质,防止虫蛀、霉变,另一方面通过碳化改变竹子颜色,增加美观度。然后将处理好的竹片按一定方向排列,采用环保粘合剂进行粘结,制成竹板。通过热压工艺,在高温高压下使竹板紧密成型,提**度。成型后的竹板经切割、砂光等加工,制成门板坯料。接着对坯料进行表面处理,可涂刷环保清漆,保护竹材表面,展现竹子自然纹理。***进行质量检测,包括尺寸精度、强度、环保指标等检测,合格的竹制门板以其天然、环保、美观等特点,在家居装修市场逐渐受到青睐。自动上料机械手精确抓取,定位误差±0.1mm。江苏木工加工中心门板生产线厂家直销
智能恒温烘干房精确控温,确保门板不变形、不开裂。浙江门板生产线
三聚氰胺门板生产线是生产经济实用型门板的常见设备。生产流程首先从质量板材选择开始,如刨花板、中纤板等,将板材切割成合适尺寸。然后进行三聚氰胺浸渍纸的准备,这种浸渍纸预先经过三聚氰胺树脂浸泡处理,具有良好的耐磨性、耐腐蚀性和装饰性。接着通过热压工艺,将三聚氰胺浸渍纸与板材在高温高压下贴合在一起,使树脂固化,紧密粘结纸张与板材。热压过程中,温度、压力和时间的精细控制至关重要,直接影响贴合效果与门板质量。贴合完成后,对门板进行切割、封边处理,封边材料多选用同色系 PVC 封边条,提升门板边缘美观度与密封性。经质量检测合格后,三聚氰胺门板以其价格实惠、花色多样等优势**市场,广泛应用于普通家居橱柜、衣柜制作。浙江门板生产线


- 安徽木工机械全自动化门板生产线工厂直销 2025-06-23
- 北京门板生产线批量定制 2025-06-22
- 福建板式智能加工中心门板生产线工厂直销 2025-06-22
- 辽宁全自动门板生产线推荐货源 2025-06-22
- 四川门板生产线售后服务 2025-06-22
- 重庆门板生产线工厂直销 2025-06-22
- 云南全屋定制自动化门板生产线厂家直销 2025-06-22
- 浙江门板生产线 2025-06-22