对焊法兰使用注意事项有:1.为防止因对焊法兰加热而引起的晶间腐蚀,对接电流不应太大,比碳钢焊条小约20%,电弧不应过长,中间层冷却应快,焊缝应窄。电极应保持干燥,钛钙型应在150℃下干燥1小时,低氢型则应在200-250℃下干燥1小时(不能重复干燥,否则涂层容易 裂纹和剥落)以防止电极涂层粘附在油和...
法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
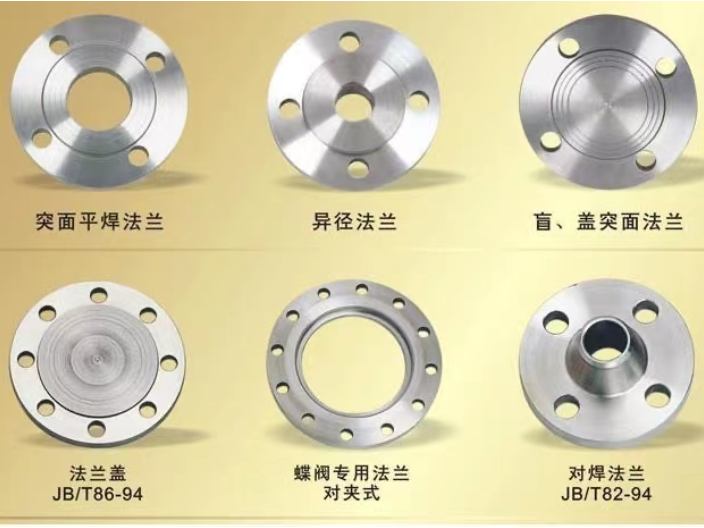
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,轴向型,角向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
法兰企业商机
Nipo 法兰是什么?Nipoflange是指以90度角倾斜的支管,它是由对焊法兰和锻造Nipolet组合制造的产品。而 Nipoflange 被发现是一个坚固的单件锻钢,而不是被理解为焊接在一起的两种不同的产品。Nipoflange 的安装包括焊接到设备的 Nipolet 部分以运行管道和将法兰部分螺栓固定在支管法兰上的管道工作人员。重要的是要知道 Nipoflanges 有各种类型的材料,如碳、高温和低温碳钢、不锈钢等级和镍合金。Nipoflanges 大多采用增强型制造,与标准 Nipoflange 相比,这有助于赋予其额外的机械强度。对焊法兰优点是价格比较便宜,公称压力不超过2.5MPa。苏州法兰非标定制
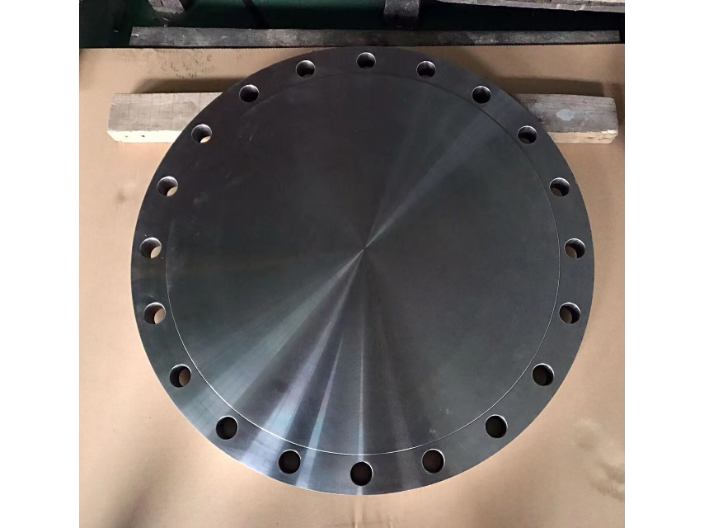
法兰是压力容器设备上用于管道连接的精密部件,法法兰密封面的好坏直接关系到设备的使用安全,法兰的存放过程与使用中应注意以下几点:法兰到货摆放时,法兰密封面一端严禁直接放于地面或刚性物体上,可将法兰放置于木板或者胶垫上,避免法兰生锈或者受潮。不锈钢法兰严禁与碳钢物体接触。法兰与接管对焊时,禁止将法兰面一端直接放于地面或刚性物体上,避免法兰面刮伤。用钢丝绳吊运法兰时,严禁同时吊运两片以上法兰,并防止吊运过程中刮伤法兰面。法兰接管组装上简体,在调整法兰周向距离和垂直度时,严禁用锤子直接大力敲击法兰,可垫衬垫后敲击。焊把从法兰孔穿过时,应避免焊把头跟法兰接触,确保焊把线无脱皮漏电情况,防止漏电处跟法兰打火引弧。无锡凹面法兰定制加工法兰蝶阀采用三偏心密封结构,阀座与蝶板几乎无磨损,具有越观越紧的密封功能。

法兰有多种类型,为了与理想法兰的设计相匹配,必须确保可靠的操作以及长的使用寿命,常见的法兰类型包括:1. 螺纹法兰:螺纹法兰,在法兰孔内有一个螺纹,与配件上的外螺纹相配合。这里的螺纹连接是指在各种情况下避免焊接。它主要是通过与要安装的管道相匹配的螺纹进行连接。2. 承插焊法兰:这种类型的法兰通常用于较小的管道,其中低温和低压区域的直径特点是连接,其中管道被放置在法兰内,以确保与单程或多程角焊的连接。与其他焊接法兰类型相比,这种方式避免了与螺纹端相关的限制,从而使安装变得简单。3. 搭接法兰搭接法兰是一种需要将存根端与管件对焊的法兰,以便与支撑法兰一起使用,形成法兰连接。这种设计使这种方式在各种系统中很受欢迎,这些系统的物理空间有限,或需要经常拆卸、或需要高度维护的系统。
除去常见的法兰,还有一些特殊型的法兰如1. Weldoflange法兰,Weldoflange 与 Nipoflange 非常相似,因为它是对焊法兰和支管接头连接的组合。焊接法兰由单块实心锻钢制成,而不是将单独的零件焊接在一起。2. 弯头法兰和拉特罗法兰Elboflange 被称为法兰和 Elbolet 的组合,而 Latroflange 被称为法兰和 Latrolet 的组合。弯管法兰用于以 45 度角分支管道。3.特种法兰:这种类型的法兰是人们更为熟知的。然而,为了适应各种用途和环境,还有多种额外的特定法兰类型可供选择。还有各种其他选项,如 nipoflanges、weldoflanges、膨胀法兰、孔口、长焊颈和异径法兰。对焊法兰垫的优点有:根据压力的不同等级制作材料也不一样。从低压石棉垫、高压石棉垫到金属垫都有。
承插焊法兰和对接焊的特点:承插焊通常用于直径小于DN40的小管,并且更经济。对接焊接通常用于DN40以上的零件。承插焊接是首先插入承插然后进行焊接的过程(例如,有一种称为承插法兰的法兰,是凸焊法兰,是连接到其他零件(例如阀门)时的连接。对焊法兰与管道焊接的连接形式,承插焊通常是将管道插入法兰并进行焊接,对接焊是使用对焊法兰将管道焊接到对接表面。尽管无法进行X射线检查,但是对接焊可以接受对接焊,因此建议对焊法兰使用,以提高焊接检查的要求法兰蝶阀的蝶板可根据客户要求喷漆,如尼龙或聚四氟乙烯。江西碳钢法兰加工
对焊环松套法兰施工方便,在连接过程中法兰螺栓孔不易发生变化。苏州法兰非标定制
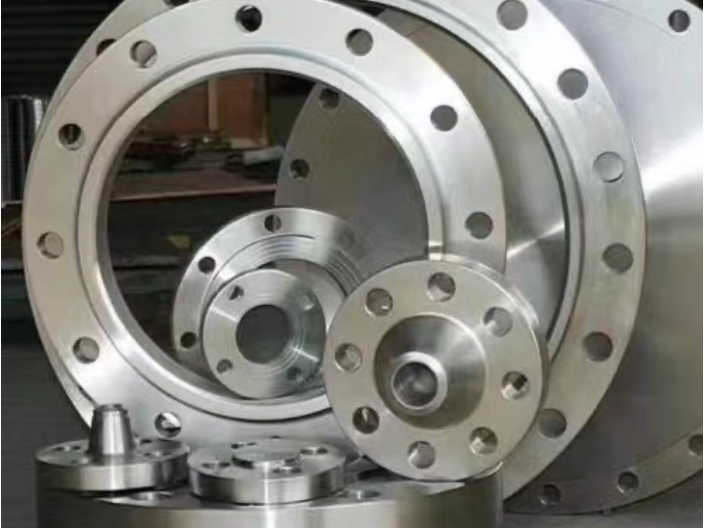
法兰具有连接、拆卸、密封、隔振和承压的多重作用和优点。它普遍应用于工业领域中,比如管道、容器、设备等领域,在实际使用中发挥着非常重要的作用。选择合适的法兰连接结构,不只能够提高生产效率和安全性,还可以减少维修成本和停机时间等方面的损失。法兰连接的结合强度高,严密性好而又便于拆卸,加工也比较方便,特别是在机械行业,加工更为容易,因而得到普遍应用。对于高温高压、易腐蚀、大管径等明装管线,法兰连接更为必要。苏州法兰非标定制
与法兰相关的文章
与法兰相关的产品


与法兰相关的新闻
-
苏州法兰非标定制 2025-06-02 13:03:38Nipo 法兰是什么?Nipoflange是指以90度角倾斜的支管,它是由对焊法兰和锻造Nipolet组合制造的产品。而 Nipoflange 被发现是一个坚固的单件锻钢,而不是被理解为焊接在一起的两种不同的产品。Nipoflange 的安装包括焊接到设备的 Nipolet 部分以运行管道和将法兰部...
-
安徽合金法兰定制价格 2025-06-02 17:03:11种类播报编辑常见法兰(6张)法兰连接是管道施工的重要连接方式。法兰种类,按法兰与管道的固定方式分为螺纹法兰、焊接法兰、松套法兰;按密封面形式,可分为光滑式、凹凸式、榫槽式、透镜式和梯形槽式。一般低压小直径用丝接法兰,高压和低压大直径用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。根据...
-
碳钢法兰生产商 2025-06-02 19:02:56带颈平焊法的用途是将钢管、管件等伸入法兰内通过角焊缝与设备或管道连接的法兰。它的密封面形式有:突面(RF)、凹面(FM),凸面(M)、榫面(T),槽面(G),全平面(FF)。带颈平焊法兰的通径范围:DN10~DN600。适用范围:PN系列 PN2.5~PN40; Class系列Class150~Cl...
-
郑州法兰市价 2025-06-02 12:03:18法兰标准 1、按化工(HG)行业标准分:整体法兰(IF)、螺纹法兰(Th)、板式平焊法兰(PL)、带颈对焊法兰(WN)、带颈平焊法兰(SO)、承插焊法兰(SW)、对焊环松套法兰(PJ/SE)、平焊环松套法兰(PJ/RJ)、衬里法兰盖(BL(S))、法兰盖(BL) [2]。2、按石化(SH)...
与法兰相关的问题
与法兰相关的标签




